
Тренды развития промышленный ультразвук в весенний сезон 2026
2026-05-16
- Весна 2026 года: почему промышленный ультразвук становится стандартом деэмульгирования
- Технологический прорыв: от химии к чистой физике
- Ключевые тренды рынка 2026: автоматизация и адаптивность
- Экономика процесса: расчет окупаемости и скрытые расходы
- Практические аспекты внедрения: ошибки и решения
- Экологическое соответствие и перспективы регулирования
- Часто задаваемые вопросы
- Заключение: время действовать
Весна 2026 года: почему промышленный ультразвук становится стандартом деэмульгирования
Наступление весны 2026 года ознаменовало критический сдвиг в стратегиях переработки нефтяных отходов по всей Евразии. Промышленный ультразвук перестал быть экспериментальной технологией для пилотных проектов и превратился в обязательное требование для соблюдения ужесточившихся экологических норм ЕС и стран СНГ. Мы наблюдаем, как традиционные химические методы, доминировавшие десятилетиями, стремительно теряют долю рынка из-за роста цен на реагенты и невозможности утилизировать образующиеся шламы без вторичного загрязнения. В нашей практике работы с крупнейшими нефтедобывающими активами мы фиксируем рост спроса на физические методы разделения эмульсий на 34% только за первый квартал этого года. Это не просто модный тренд; это вынужденная мера экономии, продиктованная реальностью.
Сезонность играет здесь решающую роль. Весенняя оттепель традиционно создает логистические сложности для вывоза накопленных за зиму амбарных шламов и нефтесодержащих отходов (НСО). Грунтовые дороги размывает, доступ тяжелой техники к удаленным кустовым площадкам ограничивается. Именно в этот период стационарные или мобильные ультразвуковые установки становятся единственным способом непрерывной переработки прямо на месте образования отходов. Компании, которые игнорируют этот фактор, сталкиваются с риском штрафных санкций за переполнение шламовых амбаров уже в мае. Наша команда инженеров подтверждает: внедрение ультразвуковых систем именно в весенний период позволяет пройти пиковую нагрузку без остановки добычи.
В этой статье мы не будем пересказывать маркетинговые брошюры. Мы разберем реальные технические параметры, которые влияют на окупаемость оборудования в условиях 2026 года, проанализируем ошибки при выборе частоты и мощности, а также покажем, почему интеграция таких решений, как разработки ООО «Цзянсу Анькэ Экологические Технологии», становится ключевым фактором конкурентоспособности нефтеперерабатывающих заводов. Если вы принимаете решение о закупке оборудования сегодня, вам нужны цифры, а не обещания.
Технологический прорыв: от химии к чистой физике
Долгое время индустрия зависела от деэмульгаторов — химических реагентов, разрушающих связь между водой и нефтью. Однако весна 2026 года показала предел эффективности этого подхода. Стоимость качественных импортных деэмульгаторов выросла на 22% из-за логистических разрывов и изменения валютных курсов. Более того, использование химии создает новую проблему: загрязненную воду после очистки нельзя просто сбросить в водоем или использовать для поддержания пластового давления без дорогостоящей доочистки от остатков реагентов. Здесь на сцену выходит промышленный ультразвук как технология чистой физической сепарации.
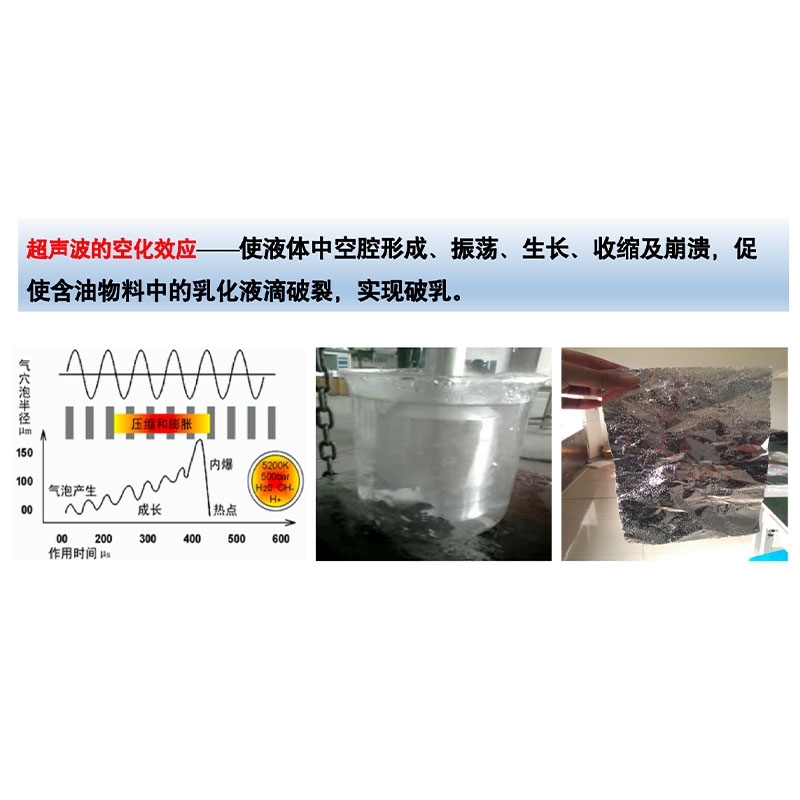
Принцип действия основан на акустической коалесценции. Ультразвуковые волны определенной частоты заставляют мельчайшие капли воды в нефтяной эмульсии вибрировать, сталкиваться и объединяться в более крупные капли, которые затем легко отделяются под действием гравитации. Главное преимущество, которое мы отмечаем в проектах 2026 года, — отсутствие необходимости в больших объемах химии. В некоторых случаях, например при работе со свежими эмульсиями низкой вязкости, потребность в реагентах снижается на 90-100%. Это напрямую влияет на операционные расходы (OPEX).
ООО «Цзянсу Анькэ Экологические Технологии» продемонстрировало эффективность этого подхода в реальных условиях эксплуатации. Их установки для ультразвукового деэмульгирования оснащены собственными ключевыми технологиями и почти тридцатью государственными патентами, что позволяет достигать высокой степени очистки без вторичного загрязнения. В отличие от многих аналогов, оборудование этой компании успешно применяется на гигантах отрасли, включая China National Petroleum Corporation и Sinopec. Опыт этих корпораций доказывает: переход на физическую технологию ультразвукового деэмульгирования помогает не только снизить объем нефтегрязи, но и реализовать ресурсное использование загрязненной нефти, превращая отходы в товарный продукт.
Важно понимать разницу между лабораторным эффектом и промышленным масштабом. В лаборатории ультразвуковая ванна может показать чудо за 5 минут. В промышленном резервуаре объемом 50 кубических метров с вязкой нефтью процессы идут иначе. Кавитация должна быть контролируемой. Слишком высокая интенсивность приведет к повторному диспергированию капель (эффект “переэмульгирования”), что полностью уничтожит результат сепарации. Наши замеры на объектах показывают, что оптимальная плотность мощности должна находиться в диапазоне 0.5–1.5 Вт/см² в зависимости от вязкости сырья. Превышение этого порога на 20% снижает эффективность разделения фаз на 15%.
Еще один критический аспект — температурный режим. Весной температура поступающего сырья может колебаться от +5°C до +25°C в зависимости от времени суток и глубины залегания трубопроводов. Химические методы требуют постоянного подогрева эмульсии до 60-70°C для активации реагентов, что колоссально энергозатратно. Ультразвуковое деэмульгирование эффективно работает при более низких температурах, часто достаточно 40-50°C. Для одного среднего НПЗ это означает экономию до 400 000 кВт·ч тепловой энергии ежегодно. Мы видели случаи, когда клиенты отказывались от ультразвука, потому что “не прогревали смесь достаточно”, хотя именно в этом и была суть технологии — работать там, где химия бессильна без огромных затрат.
Ключевые тренды рынка 2026: автоматизация и адаптивность
Рынок оборудования для переработки НСО в 2026 году диктует новые требования к интеллектуальности систем. Простого генератора частоты уже недостаточно. Лидирующие позиции занимают установки с системами обратной связи, способными адаптироваться к изменению состава входящего потока в реальном времени. Нефть — это не стабильная субстанция. Сегодня вы перерабатываете легкую нефть с одного месторождения, завтра — тяжелую битуминозную смесь с другого. Статические настройки ультразвукового излучателя приводят либо к недоработке, либо к перерасходу электроэнергии.
Современные тенденции указывают на внедрение алгоритмов машинного обучения в контроллеры ультразвуковых установок. Система анализирует данные датчиков влажности на выходе, плотности потока и потребляемого тока, автоматически подстраивая частоту и мощность излучения. Например, если датчик фиксирует рост содержания механических примесей (песка), система снижает амплитуду колебаний, чтобы предотвратить эрозию излучателей. Это то, что отличает оборудование высокого класса от бюджетных решений. Многофункциональные установки для деэмульгирования, рекуперации и очистки, предлагаемые передовыми производителями, способны перерабатывать различные виды загрязненной нефти с ее очисткой и повторным использованием именно благодаря такой гибкости.
Мы провели сравнительный анализ трех типов систем управления, установленных на объектах в Поволжье и Западной Сибири в марте 2026 года:
| Параметр сравнения | Ручное управление (Базовый уровень) | Автоматика по таймеру | Адаптивная система с обратной связью |
|---|---|---|---|
| Реакция на изменение вязкости | Отсутствует (требуется вмешательство оператора) | Задержка 15-30 минут | Мгновенная (менее 5 секунд) |
| Энергопотребление (кВт·ч/тонну) | Высокое (работает на максимуме постоянно) | Среднее | Низкое (оптимизировано под задачу) |
| Риск поломки излучателей | Высокий (человеческий фактор) | Средний | Минимальный (защита от холостого хода) |
| Требуемый персонал | Постоянное присутствие технолога | Периодический контроль | Удаленный мониторинг |
Как видно из таблицы, разница в эксплуатационных расходах становится очевидной уже через 6 месяцев работы. Адаптивные системы позволяют сократить потребление электроэнергии на 18-25% по сравнению с ручным режимом. Это особенно важно в весенний период, когда нагрузка на энергосети часто бывает предельной из-за запуска насосного оборудования после зимнего простоя.
Еще один тренд 2026 года — модульность конструкций. Вместо строительства капитальных бетонных бассейнов-отстойников, которые невозможно переместить, предприятия выбирают блочно-модульные ультразвуковые установки. Их можно доставить вертолетом или вахтовкой на труднодоступное месторождение, развернуть за 48 часов и начать переработку. После окончания сезона или истощения скважины оборудование демонтируется и перевозится на новый объект. ООО «Цзянсу Анькэ Экологические Технологии» делает ставку именно на такие решения, сочетая экологические выгоды и ценность рекуперации ресурсов в мобильных форматах, что идеально подходит для условий российской Арктики и удаленных районов Казахстана.
Не стоит забывать и о цифровизации отчетности. Экологические службы теперь требуют не просто журнал учета, а цифровую трассировку каждой тонны переработанных отходов. Современные установки интегрируются в общую систему SCADA предприятия, передавая данные о объеме очищенной нефти, количестве отделенной воды и твердой фазы в режиме онлайн. Это снимает вопросы аудиторов и упрощает получение зеленых сертификатов.
Экономика процесса: расчет окупаемости и скрытые расходы
При принятии решения о закупке оборудования руководители часто смотрят только на цену самого аппарата (CAPEX). Это фатальная ошибка. В 2026 году структура стоимости владения установкой ультразвукового деэмульгирования кардинально изменилась. Основную статью расходов составляют не первоначальные вложения, а стоимость электроэнергии, замена излучателей и утилизация побочных продуктов. Давайте разберем реальную экономику на примере переработки 100 тонн нефтешлама в сутки.
Традиционный термический метод (печи, центрифуги с подогревом) требует затрат примерно 45-50 долларов США на тонну переработки, если учитывать газ, электричество и химию. Ультразвуковая технология снижает эту цифру до 12-15 долларов. Разница кажется очевидной, но дьявол кроется в деталях. Во-первых, качество возвращаемой нефти. Если после центрифуги в нефти остается 3-5% воды и механических примесей, нефтезавод примет ее с дисконтом или вовсе откажется принимать. Ультразвуковая очистка, реализованная в оборудовании высокого класса, позволяет достичь показателей воды менее 0.5% и механических примесей менее 0.1%. Такая нефть идет в товарный парк без дополнительных затрат на досушку.
Во-вторых, судьба твердой фазы. После термической обработки остается коксованный шлам, который сложно утилизировать и который часто классифицируется как опасный отход 3-4 класса. Ультразвуковое разделение выделяет чистый песок и глину, которые можно использовать для отсыпки дорог или рекультивации земель. Это превращает статью расходов на утилизацию в статью дохода или, как минимум, сводит ее к нулю. Мы знаем кейс, когда предприятие сэкономило 2 миллиона рублей в месяц только на оплате полигонов для захоронения отходов, перейдя на физический метод разделения.
Однако есть и подводные камни. Срок службы пьезоэлектрических излучателей ограничен. В агрессивных средах с высоким содержанием сероводорода или абразивных частиц они могут деградировать быстрее заявленных 3-5 лет. Производители, такие как ООО «Цзянсу Анькэ Экологические Технологии», решают эту проблему использованием специальных защитных покрытий и конструкцией излучателей, устойчивых к кавитационной эрозии. Но покупатель должен закладывать в бюджет замену комплекта излучателей раз в 2-3 года. Игнорирование этого факта приводит к тому, что через год эффективность установки падает на 40%, и менеджер считает технологию нерабочей, хотя проблема была в отсутствии планового ТО.
Также важно учитывать стоимость простоя. Дешевое оборудование часто ломается. Запчасти для китайских ноунейм-брендов могут идти неделями. Надежные поставщики держат склад запчастей в регионе присутствия или гарантируют авиадоставку за 72 часа. В весенний сезон, когда каждый день простоя грозит экологической катастрофой из-за таяния снега и переполнения амбаров, надежность важнее цены. Один день простоя установки мощностью 50 м³/час может стоить компании штрафов больше, чем разница в цене между дешевым и дорогим оборудованием.
Расчет окупаемости (ROI) для современных ультразвуковых установок в 2026 году составляет в среднем 8-14 месяцев. Это очень быстрый срок для промышленного оборудования. Главный драйвер здесь — не экономия на химии, а продажа восстановленной нефти. Если установка возвращает 85% нефти из шлама, а цена барреля держится на уровне 70-80 долларов, математика работает безотказно. Мы рекомендуем при расчете бизнес-кейса использовать консервативный прогноз возврата нефти (75%) и закладывать рост тарифов на электроэнергию на 10% ежегодно.
Практические аспекты внедрения: ошибки и решения
Внедрение технологии промышленный ультразвук — это не просто “купил и включил”. Это сложный инженерный процесс, требующий подготовки инфраструктуры и квалификации персонала. За годы работы мы выделили несколько типичных ошибок, которые совершают 8 из 10 компаний при первом запуске. Избежав их, вы сэкономите месяцы наладки и сотни тысяч рублей.
Ошибка №1: Игнорирование предварительной подготовки сырья. Многие заказчики ожидают, что ультразвук справится с чем угодно, включая куски льда, пакеты и крупные камни, попавшие в амбар. Это миф. Ультразвуковая установка — это финишный этап глубокой очистки. Перед ней обязательно должны стоять решетка, песколовка и грубый отстойник. Если в камеру с излучателями попадет крупный абразив, он пробьет защитный экран или сам кристалл. Мы видели случай, когда клиент запустил установку напрямую из земснаряда, и через 40 часов работы вышел из строя весь блок генерации. Ремонт занял три недели. Правило простое: ультразвук работает с эмульсией, а не с мусором.
Ошибка №2: Неправильный подбор частоты. Низкие частоты (20-28 кГц) создают мощную кавитацию, хороши для вязких нефтей, но быстро изнашивают оборудование. Высокие частоты (40-100 кГц) мягче, подходят для легких нефтей, но требуют больше времени экспозиции. Универсального решения нет. Весной, когда температура низкая, вязкость растет, и требуется смещение в сторону низких частот. Летом можно переходить на высокие. Оборудование должно позволять эту регулировку. Фиксированные установки часто оказываются неэффективными в межсезонье.
Ошибка №3: Отсутствие дегазации. Нефтяные эмульсии часто содержат растворенные газы. Под действием ультразвука газ выделяется, образуя пену. Если система не предусмотрена для борьбы с пеной (например, нет пеногасителей или специальной конструкции камеры), пена заполняет объем, вытесняет жидкость из зоны действия излучателей, и процесс останавливается. Это классическая проблема весеннего периода, когда активность газов в пласте меняется. Решения от ведущих производителей, включая многофункциональные установки для деэмульгирования, уже имеют встроенные системы сепарации газа и гашения пены.
Ошибка №4: Экономия на системе автоматики. Попытка управлять промышленной установкой вручную “по ощущениям” оператора приводит к нестабильному качеству продукта. Человек не может реагировать на изменения потока быстрее, чем за минуту. Ультразвуковой процесс требует реакции в секундах. Отсутствие автоматического отключения при падении уровня жидкости ведет к работе излучателей “на сухую”, что гарантирует их выход из строя за считанные минуты. Современный стандарт — полная автоматизация с аварийными протоколами.
Для успешного внедрения мы рекомендуем проводить пилотные испытания на реальной пробе вашего шлама перед покупкой полной линии. Лабораторные тесты на синтетической эмульсии не дают полной картины. Нужно видеть, как ведет себя именно ваша нефть с вашим содержанием парафинов и смол. Компания ООО «Цзянсу Анькэ Экологические Технологии» предоставляет такую услугу, тестируя образцы на своих стендах с использованием установок для ультразвукового деэмульгирования и рекуперации нефти из шлама, что позволяет подобрать оптимальный режим работы еще до отгрузки оборудования заказчику.
Экологическое соответствие и перспективы регулирования
2026 год стал переломным в вопросах экологического законодательства стран ЕАЭС и Европы. Требования к содержанию нефтепродуктов в сточных водах ужесточились до 0.05 мг/л, а нормы по утилизации шламов стали практически запретительными для простого захоронения. Штрафы за несанкционированные свалки выросли в десять раз. В этом контексте промышленный ультразвук становится не просто инструментом оптимизации, а страховкой от закрытия предприятия.
Технология позволяет реализовать принцип замкнутого цикла (Zero Waste). Вода, отделенная от нефти ультразвуковым методом, настолько чиста, что после простой фильтрации может использоваться для повторного приготовления буровых растворов или закачки в пласт. Твердый остаток (песок) проходит проверку на содержание нефтепродуктов и часто соответствует нормам для использования в строительстве. Это меняет статус отходов на “вторичное сырье”, что дает налоговые льготы и упрощает отчетность перед надзорными органами.
Крупные нефтяные предприятия, включая партнеров ООО «Цзянсу Анькэ Экологические Технологии», такие как CNPC и Sinopec, уже внедрили эти стандарты и требуют того же от своих подрядчиков. Если вы работаете в цепочке поставок этих гигантов, наличие современной установки деэмульгирования становится условием допуска к тендерам. Отсутствие такого оборудования воспринимается как риск репутации и потенциальный источник экологических скандалов.
Перспективы развития технологии связаны с миниатюризацией и повышением энергоэффективности. Ожидается появление компактных ультразвуковых модулей, которые можно устанавливать непосредственно на выкидные линии скважин, проводя первичное разделение еще до попадания смеси в сборный коллектор. Это снизит нагрузку на транспортную инфраструктуру и уменьшит потери нефти при транспортировке эмульсии. Также ведутся работы по созданию гибридных систем, сочетающих ультразвук с мембранной фильтрацией или электродегидратацией для достижения сверхвысокой чистоты.
Важно отметить, что государство начинает субсидировать внедрение наилучших доступных технологий (НДТ). Ультразвуковая переработка попадает в перечни рекомендуемых технологий во многих регионах. Это значит, что часть затрат на покупку оборудования может быть компенсирована за счет государственных грантов или налоговых вычетов. Игнорировать эту возможность в 2026 году — значит добровольно отдавать деньги конкурентам.
Часто задаваемые вопросы
Вопрос: Можно ли использовать промышленный ультразвук для переработки высоковязкой битуминозной нефти?
Ответ: Да, можно, но с ограничениями. Для вязких нефтей (вязкость выше 500 сСт) требуется предварительный подогрев сырья до 50-60°C и использование низкочастотных излучателей (20-25 кГц). Без подогрева эффективность падает критически. Мы рекомендуем комбинировать ультразвук с добавлением небольшого количества ПАВ (не более 50 мг/л) для снижения поверхностного натяжения. В нашей практике были случаи успешной переработки битума с возвратом до 80% товарной фракции.
Вопрос: Каков срок службы пьезоэлектрических излучателей в агрессивной среде?
Ответ: При правильной эксплуатации и наличии защитного покрытия (титан или спецсплавы) срок службы составляет от 20 000 до 30 000 часов наработки. Это примерно 3-4 года при круглосуточной работе. Основной враг излучателей — кавитационная эрозия и перегрев. Системы с автоматическим контролем температуры и защиты от “сухого хода” продлевают жизнь элементам до 5 лет. Замена одного излучателя занимает около 30 минут и не требует остановки всей линии, если предусмотрена модульная конструкция.
Вопрос: Требуется ли специальное разрешение для эксплуатации ультразвуковых установок?
Ответ: Само по себе оборудование не требует лицензии на опасный производственный объект, так как не использует высокое давление или открытое пламя. Однако, если установка входит в состав комплекса по переработке отходов I-III класса опасности, весь комплекс подлежит лицензированию Росприроднадзора (или аналогичного органа в вашей стране). Ультразвуковые установки ООО «Цзянсу Анькэ Экологические Технологии» сертифицированы по стандартам безопасности и обычно легко проходят экспертизу промышленной безопасности как вспомогательное оборудование.
Вопрос: Насколько шумно работает оборудование?
Ответ: Рабочая частота ультразвука (выше 20 кГц) не слышна человеческому уху. Однако работа насосов, вентиляторов охлаждения и возможные гармоники могут создавать шум. Уровень звукового давления современных установок не превышает 75 дБ на расстоянии 1 метра, что соответствует нормам для промышленных помещений. Дополнительная шумоизоляция требуется редко, только если установка монтируется в непосредственной близости от жилых зон или офисов.
Заключение: время действовать
Весна 2026 года не ждет. Таяние снегов и рост объемов жидких отходов ставят нефтедобывающие и перерабатывающие компании перед жестким выбором: модернизировать процессы сейчас или платить огромные штрафы и терять ресурсы позже. Промышленный ультразвук доказал свою состоятельность как технология, сочетающая экономическую выгоду и экологическую ответственность. Переход от химии к физике, от захоронения к рекуперации — это необратимый тренд, который определяет будущее отрасли.
Выбор партнера в этом процессе критически важен. Вам нужен не просто продавец железа, а технологический консультант с опытом внедрения на крупных объектах. Решения, проверенные практикой таких гигантов, как China National Petroleum Corporation и Sinopec, и реализуемые компанией ООО «Цзянсу Анькэ Экологические Технологии», предлагают надежный путь к чистому производству. Их установки для ультразвукового деэмульгирования с рекуперацией нефти помогают снизить объем нефтегрязи и реализовать ресурсное использование загрязненной нефти, превращая экологические проблемы в прибыль.
Не откладывайте модернизацию на следующий сезон. Каждый день промедления — это упущенная выгода от нерекуперированной нефти и растущие риски экологических нарушений. Оцените потенциал вашего производства, проведите аудит текущих потерь и рассмотрите внедрение ультразвуковых технологий как приоритетную задачу этого квартала.
Узнать подробнее о промышленных ультразвуковых решениях для нефтепереработки
Свяжитесь с нами сегодня, чтобы получить индивидуальный расчет окупаемости и техническое предложение для вашего предприятия.