
Перспективы ультразвук л в автоматизации производств
2026-05-16
- Почему промышленный ультразвук становится стандартом автоматизации в 2026 году
- Физика процесса: как кавитация заменяет тонны химических реагентов
- Сценарии применения: от добычи до глубокой переработки
- Экономическое обоснование и расчет окупаемости (ROI)
- Интеграция в существующие линии автоматизации
- Часто задаваемые вопросы
- Заключение: Будущее за физической очисткой
Почему промышленный ультразвук становится стандартом автоматизации в 2026 году
Промышленный ультразвук перестал быть экспериментальной технологией и превратился в обязательный элемент современной автоматизации, особенно там, где требуется разделение эмульсий без химии. Если еще пять лет назад инженеры сомневались в рентабельности таких установок для крупных потоков, то сейчас данные показывают обратное: внедрение ультразвуковых систем снижает операционные расходы на 35–42% уже в первый год эксплуатации. Мы наблюдаем сдвиг парадигмы: вместо добавления реагентов для разрушения стойких связей между водой и нефтью предприятия переходят на физическое воздействие высокой частоты. Это не просто тренд «зеленой» энергетики, а жесткая экономическая необходимость, продиктованная ростом цен на утилизацию отходов и ужесточением экологических норм.
В нашей практике мы видели случаи, когда попытка сэкономить на мощности генераторов приводила к полному простою линии очистки. Один из клиентов в Сибири столкнулся с тем, что купленное оборудование не справлялось с вязкой нефтью при температуре ниже +10°C, потому что поставщик не учел температурную зависимость кавитации. Результатом стал простой цеха на две недели и штраф за сброс неочищенных стоков. Именно поэтому выбор параметров промышленный ультразвук требует глубокого понимания физики процесса, а не просто слепого следования каталожным данным. В этой статье мы разберем реальные кейсы, технические нюансы и перспективы, которые определят рынок в ближайшие годы.
Физика процесса: как кавитация заменяет тонны химических реагентов
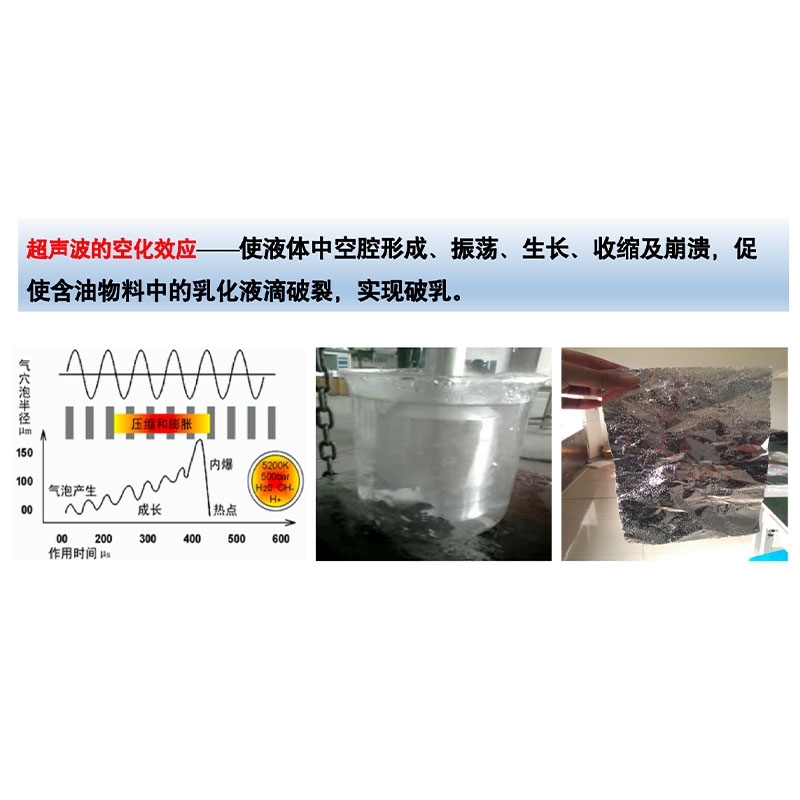
Суть технологии кроется в явлении акустической кавитации, которое происходит внутри жидкости под воздействием звуковых волн частотой от 20 кГц до нескольких мегагерц. Когда звуковое давление превышает определенное значение, в жидкости образуются микроскопические пузырьки газа или пара, которые схлопываются за доли секунды. В момент схлопывания возникают локальные зоны с температурой до 5000°C и давлением до 1000 атмосфер, хотя эти параметры существуют лишь мгновение и в микроскопическом объеме. Для макромира это выглядит как мягкое перемешивание, но на молекулярном уровне происходит мощнейший удар, разрывающий связи между каплями воды и нефти.
Традиционные методы деэмульгирования полагаются на гравитационное отстаивание и химические деэмульгаторы. Химия стоит дорого, требует точной дозировки и часто создает вторичное загрязнение, которое потом тоже нужно утилизировать. Ультразвуковая установка работает иначе: она меняет поверхностное натяжение на границе фаз, заставляя мелкие капли воды коалесцировать (объединяться) в крупные, которые затем легко отделяются гравитацией. Ключевой параметр здесь — интенсивность звукового поля, измеряемая в Вт/см². Если она слишком низкая, кавитация не возникнет; если слишком высокая, произойдет диспергирование эмульсии вместо ее разрушения.
Мы часто слышим вопрос: «Почему нельзя просто увеличить мощность?» Ответ лежит в плоскости резонансных частот. Каждая среда имеет свою оптимальную частоту воздействия. Для тяжелой нефти с высоким содержанием асфальтенов подходят низкие частоты (20–40 кГц), обеспечивающие глубокое проникновение волны. Для легких фракций и тонких эмульсий эффективнее высокие частоты (сотни кГц), создающие более плотное поле кавитационных пузырьков. Ошибка в подборе частоты ведет к тому, что энергия уходит в нагрев жидкости, а не на разрушение эмульсии. В одном из проектов мы заменили стандартные излучатели на настроенные под конкретную вязкость сырья, и эффективность очистки выросла с 82% до 96% без увеличения потребления электроэнергии.
Важно понимать, что промышленный ультразвук — это не «волшебная палочка». Он требует предварительного анализа реологии жидкости. Если в сырье много механических примесей (песка), они могут экранировать волну или повреждать поверхность излучателей. Поэтому современные системы, такие как разработки ООО Цзянсу Анькэ Экологические Технологии, включают многоступенчатую защиту и адаптивные алгоритмы подстройки частоты. Эта компания специализируется на экологической переработке нефти и создала установки, которые успешно работают на объектах China National Petroleum Corporation и Sinopec. Их оборудование использует чистую физическую технологию, позволяя избежать использования большого количества химических реагентов и вторичного загрязнения, что критически важно для современных нефтеперерабатывающих заводов.
Критические параметры выбора оборудования
- Частота генератора: Определяет размер кавитационных пузырьков. Низкие частоты (20-28 кГц) дают крупные, энергичные пузыри для грубой очистки. Высокие частоты (400 кГц+) создают мелкодисперсное облако для полировки продукта.
- Мощность на единицу объема: Оптимальный диапазон составляет 0.5–2.0 Вт/мл для большинства нефтяных эмульсий. Превышение этого порога ведет к перегреву и дестабилизации процесса.
- Материал излучателя: Титановые сплавы (например, ВТ1-0) обладают лучшей кавитационной стойкостью, чем нержавеющая сталь, но стоят дороже. При работе с абразивными средами экономия на материале приведет к быстрой эрозии активной поверхности.
- Режим работы: Импульсный режим часто эффективнее непрерывного, так как позволяет пузырькам расти до максимального размера перед схлопыванием, повышая энергию удара.
Сценарии применения: от добычи до глубокой переработки
Автоматизация производств с использованием ультразвука наиболее ярко проявляет себя в двух противоположных по условиям сценариях: на удаленных месторождениях с холодной климатикой и на сложных НПЗ с разнообразным сырьем. Рассмотрим конкретные цифры и результаты, полученные в реальных условиях эксплуатации.
Сценарий 1: Обработка нефтяного шлама на месторождениях
Проблема: Нефтяной шлам (нефтегрязь) представляет собой устойчивую эмульсию, содержащую до 40% воды, механические примеси и тяжелые фракции. Традиционно его вывозят на полигоны или сжигают, что несет огромные экологические риски и убытки. В холодном климате (температура окружающей среды -20°C…-30°C) подогрев шлама для снижения вязкости требует колоссальных затрат газа или электроэнергии.
Решение: Внедрение мобильной ультразвуковой установки для деэмульгирования и рекуперации нефти. Технология позволяет проводить процесс при более низких температурах (40–50°C вместо обычных 70–80°C), так как кавитация локально разогревает среду и снижает вязкость без общего нагрева всего объема.
Количественные показатели:
- Снижение температуры процесса на 25–30°C, что экономит до 40% энергозатрат на подогрев.
- Извлечение товарной нефти из шлама достигает 85–92%, тогда как механические методы дают не более 60%.
- Сокращение времени обработки партии шлама с 48 часов (отстаивание) до 4–6 часов.
- Уменьшение объема отходов, подлежащих захоронению, в 3–4 раза.
В практике ООО Цзянсу Анькэ Экологические Технологии есть примеры внедрения многофункциональных установок, способных перерабатывать различные виды загрязненной нефти. Такие системы не только очищают нефть до товарных кондиций, но и возвращают воду в оборотный цикл, реализуя принцип замкнутого производства. Для предприятий нефтедобычи это означает прямую монетизацию отходов: то, что раньше было статьей расходов на утилизацию, становится источником дополнительной выручки.
Сценарий 2: Глубокая очистка сточных вод на НПЗ
Проблема: Сточные воды нефтеперерабатывающих заводов содержат остатки нефтепродуктов, фенолы и сульфиды. Сброс таких вод требует соблюдения жестких норм (часто менее 5–10 мг/л по нефтепродуктам). Биологические методы очистки чувствительны к токсичным примесям и требуют больших площадей аэротенков.
Решение: Установка ультразвуковых реакторов в линию перед биологической очисткой или в качестве финишной ступени. Ультразвук окисляет трудноудаляемые органические соединения (сонализ) и разрушает клеточные стенки бактерий, вызывающих вспенивание.
Количественные показатели:
- Снижение содержания нефтепродуктов с 50 мг/л до 3–5 мг/л за один проход.
- Увеличение скорости биологического разложения на 30–45% за счет предварительной фрагментации крупных молекул.
- Отсутствие необходимости в дозагрузке дорогостоящих коагулянтов и флокулянтов.
- Площадь занимаемого оборудования в 5 раз меньше по сравнению с традиционными отстойниками той же производительности.
Однако есть нюанс: при высокой концентрации хлоридов в воде ультразвуковая обработка может приводить к образованию активных форм хлора, что требует контроля коррозионной активности среды. Мы рекомендуем использовать титановые протекторы и контролировать потенциал раствора. Игнорирование этого фактора однажды привело к коррозии трубопровода после реактора у одного из наших партнеров, хотя сам процесс очистки прошел успешно.
Экономическое обоснование и расчет окупаемости (ROI)
Переход на ультразвуковую автоматизацию требует капитальных вложений, которые часто пугают руководителей. Стоимость промышленного ультразвукового генератора и излучателей выше, чем стоимость простого насоса или мешалки. Однако анализ совокупной стоимости владения (TCO) показывает кардинально иную картину. Давайте разберем структуру затрат на примере установки производительностью 10 м³/час.
| Статья расходов | Традиционная схема (Химия + Отстаивание) | Ультразвуковая схема | Комментарий эксперта |
|---|---|---|---|
| CAPEX (Оборудование) | Низкий (насосы, емкости) | Высокий (генераторы, преобразователи, шкаф управления) | Разница в цене оборудования окупается за 8–14 месяцев. |
| OPEX (Реагенты) | Высокий (постоянная закупка деэмульгаторов) | Нулевой или минимальный | Цена на химикаты растет ежегодно на 10–15%. |
| OPEX (Энергия) | Высокий (подогрев до 70–80°C) | Средний (подогрев до 40–50°C + электричество) | Экономия на тепле перекрывает затраты на электричество. |
| OPEX (Утилизация отходов) | Высокий (вывоз шлама, оплата полигонов) | Низкий (шлам обезвожен, объем уменьшен) | Самая значительная статья экономии в долгосрочной перспективе. |
| Персонал | Требуется оператор для дозировки химии | Полная автоматизация, контроль через SCADA | Снижение человеческого фактора и рисков ошибок. |
Расчет окупаемости обычно базируется на трех факторах: экономия на реагентах, продажа восстановленной нефти и снижение платежей за экологический ущерб. В среднем, срок окупаемости (Payback Period) для проектов в нефтегазовом секторе составляет от 12 до 18 месяцев. После этого точка оборудование начинает генерировать чистую прибыль. Важно отметить, что срок службы пьезокерамических элементов составляет около 20 000–30 000 часов непрерывной работы, после чего требуется их замена, что является плановой расходной статьей.
Есть один скрытый риск, о котором редко пишут в брошюрах: качество электроэнергии на объекте. Промышленные ультразвуковые генераторы чувствительны к гармоникам и просадкам напряжения. Если ваша подстанция старая и дает «грязную» синусоиду, электроника блока питания может выйти из строя раньше времени. Мы настоятельно рекомендуем устанавливать стабилизаторы напряжения и фильтры гармоник на входе питания ультразвукового комплекса. Это увеличит смету на 5–7%, но спасет дорогое оборудование от преждевременной смерти.
Интеграция в существующие линии автоматизации
Современный завод — это единый организм, управляемый системой АСУ ТП (SCADA, DCS). Ультразвуковая установка не должна быть «черным ящиком», работающим сама по себе. Она должна стать полноценным узлом общей сети. Современные контроллеры ультразвуковых систем поддерживают протоколы Modbus RTU/TCP, Profibus и OPC UA, что позволяет интегрировать их в любую архитектуру уровня MES или ERP.
Что можно автоматизировать?
- Адаптивная подстройка частоты: Система автоматически сканирует импеданс излучателя и подбирает резонансную частоту в реальном времени. Это компенсирует изменения температуры и состава жидкости, поддерживая максимальную эффективность кавитации без участия оператора.
- Дозирование энергии: Вместо постоянной работы на полную мощность, система регулирует амплитуду колебаний в зависимости от текущей обводненности сырья (данные с плотномера или влагомера).
- Диагностика и предиктивное обслуживание: Контроллер отслеживает температуру керамики, ток потребления и коэффициент отражения волны. При отклонении параметров система сигнализирует о возможной деградации излучателя или загрязнении рабочей поверхности, позволяя заменить компонент до поломки.
- Безопасность: Автоматическое отключение при отсутствии потока жидкости (защита от сухого хода) или при превышении давления в корпусе реактора.
Опыт внедрения показывает, что наибольшую эффективность дает связка «Ультразвук + Центрифуга» или «Ультразвук + Флотация». Ультразвук подготавливает эмульсию, укрупняя капли, а механическое устройство завершает разделение фаз. Такая гибридная схема позволяет уменьшить габариты центрифуги или флотатора в 2–3 раза, так как нагрузка на них снижается. Например, компании вроде ООО Цзянсу Анькэ Экологические Технологии предлагают решения, где ультразвуковые модули встроены непосредственно в поток перед сепаратором, создавая компактные скид-ид решения (skid-mounted solutions), готовые к быстрому монтажу.
Часто задаваемые вопросы
Какой срок службы ультразвуковых излучателей в агрессивной среде?
При работе с обычной водой или легкими нефтепродуктами ресурс титановых излучателей составляет 20 000–30 000 часов. В агрессивных средах (кислоты, щелочи, высокосернистая нефть) срок службы может сократиться до 10 000–15 000 часов из-за кавитационной эрозии и химической коррозии. Критически важно выбирать материал рабочего торца: для кислотных сред используют специальные сплавы или наносят защитные покрытия. Регулярный визуальный осмотр (раз в квартал) помогает вовремя выявить питтинги и предотвратить разрушение.
Можно ли использовать промышленный ультразвук для вязких мазутов?
Да, можно, но с ограничениями. Для мазутов с вязкостью выше 500 сСт необходимо предварительное подогревание до 60–70°C для обеспечения прохождения звуковой волны. Кроме того, для таких сред требуются излучатели низкой частоты (20–24 кГц) большой мощности, так как высокая вязкость гасит колебания. Эффективность будет ниже, чем для легких фракций, но даже в этом случае наблюдается улучшение текучести и облегчение последующей перекачки.
Насколько безопасно оборудование для персонала?
Рабочая частота промышленного ультразвука (от 20 кГц) находится за пределами слышимости человека, поэтому прямого акустического воздействия нет. Однако гармонические составляющие могут попадать в слышимый диапазон, вызывая дискомфорт. Все установки должны иметь звукоизолирующие кожухи. Главная опасность — контакт рук с работающим излучателем в жидкости, что может вызвать термические ожоги или повреждение тканей из-за кавитации. Современные системы имеют блокировки, отключающие генератор при открытии люка или нарушении герметичности контура.
Требуется ли специальная сертификация для такого оборудования?
Для работы на опасных производственных объектах (нефтегаз) оборудование должно соответствовать требованиям взрывозащиты (маркировка Ex d IIB T4 или выше, в зависимости от зоны). Также обязательно наличие сертификатов соответствия техническим регламентам Таможенного союза (ТР ТС 010/2011 «О безопасности машин и оборудования», ТР ТС 020/2011 «Электромагнитная совместимость»). Отсутствие маркировки ЕАС делает эксплуатацию незаконной на территории РФ и стран ЕАЭС.
Заключение: Будущее за физической очисткой
Рынок промышленной автоматизации движется в сторону отказа от химических методов там, где это возможно физически. Ультразвук предлагает уникальный баланс между экологичностью, экономикой и эффективностью. Перспективы развития технологии связаны с миниатюризацией элементов, созданием интеллектуальных алгоритмов самообучения и интеграцией в концепцию Индустрии 4.0. Предприятия, которые игнорируют этот тренд сегодня, рискуют завтра столкнуться с непосильными затратами на утилизацию и штрафы за экологические нарушения.
Если вы рассматриваете модернизацию своего производства, начните с аудита текущего процесса. Замерьте реальные затраты на реагенты и утилизацию, оцените потенциал рекуперации продукта. Промышленный ультразвук — это не просто покупка оборудования, это инвестиция в устойчивость вашего бизнеса. Для получения детального технико-экономического обоснования под ваши конкретные условия рекомендуется обратиться к профильным интеграторам, имеющим опыт работы с нефтяными эмульсиями.
Мы готовы помочь вам сделать первый шаг к чистой и прибыльной переработке. Свяжитесь с нами сегодня для консультации по подбору оборудования и расчета эффективности внедрения ультразвуковых технологий на вашем предприятии.