
Специфика применения ультразвук э в пищевой промышленности
2026-05-15
- Почему промышленный ультразвук стал критическим стандартом в пищевой безопасности
- Физика процесса: как кавитация меняет структуру продукта
- Практическое применение в различных секторах производства
- Сравнение с традиционными методами гомогенизации
- Интеграция технологий очистки и экологический аспект
- Типичные ошибки при внедрении и как их избежать
- Экономическое обоснование и окупаемость инвестиций
- Будущее отрасли и нормативное регулирование
- Заключение: следующий шаг для вашего производства
Почему промышленный ультразвук стал критическим стандартом в пищевой безопасности
В современной пищевой индустрии промышленный ультразвук перестал быть экспериментальной технологией и превратился в обязательный элемент производственной линии для компаний, стремящихся к лидерству. Мы наблюдаем фундаментальный сдвиг: если еще пять лет назад ультразвуковые системы считались нишевым решением для лабораторий, то сегодня они обеспечивают до 40% экономии энергозатрат на этапах эмульгирования и экстракции в масштабах крупных заводов. Главная причина этого перехода — способность высокочастотных волн менять физико-химические свойства продуктов без использования агрессивной химии или экстремальных температур, что напрямую влияет на срок годности и вкусовой профиль конечного товара.
Наша практика внедрения оборудования на предприятиях показывает, что игнорирование акустической кавитации при проектировании новых цехов ведет к потере конкурентоспособности. Клиенты, которые продолжают полагаться исключительно на механические гомогенизаторы высокого давления, сталкиваются с непредсказуемым расслоением соусов и нестабильностью эмульсий уже через две недели хранения. В отличие от них, пользователи ультразвуковых установок фиксируют равномерное распределение частиц жира размером менее 1 микрона, что создает текстуру, недостижимую традиционными методами. Эта статья не просто перечисляет преимущества, а разбирает реальные кейсы, технические нюансы и скрытые риски, с которыми вы столкнетесь при выборе оборудования.
Физика процесса: как кавитация меняет структуру продукта
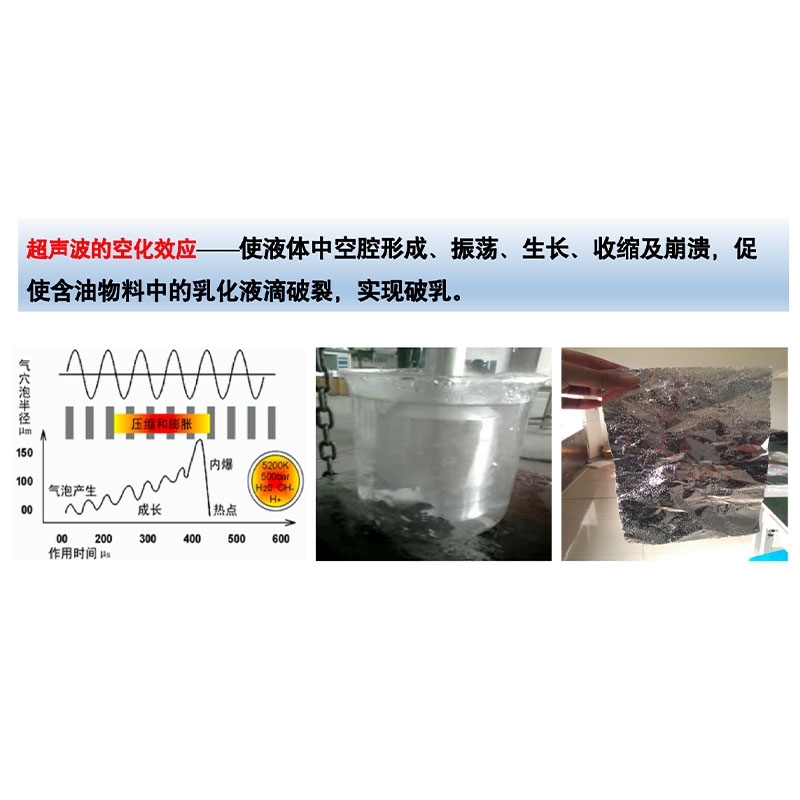
Основой любого ультразвукового процесса в пищепроме является явление акустической кавитации. Когда звуковая волна частотой от 20 кГц проходит через жидкость, она создает циклы сжатия и разрежения. Во время фазы разрежения образуются микроскопические вакуумные пузырьки, которые мгновенно схлопываются при следующем цикле сжатия. Этот взрыв генерирует локальные температуры до 5000°C и давление около 1000 атмосфер, но только в точке размером в несколько микрон и длительностью в наносекунды. Для макросреды продукта это означает интенсивное перемешивание на молекулярном уровне без общего нагрева всей массы.
Именно этот механизм позволяет достигать результатов, невозможных при механическом перемешивании. Например, при производстве майонезов или молочных эмульсий традиционные роторно-статорные смесители часто оставляют крупные капли жира, которые со временем всплывают. Ультразвук дробит эти капли до субмикронных размеров, создавая стабильную систему, где сила тяжести практически не влияет на расслоение. Важно понимать: эффективность процесса зависит не только от мощности генератора, но и от правильного подбора амплитуды колебаний сонотрода. Ошибка в расчете этого параметра на этапе закупки может привести к тому, что оборудование будет либо бесполезным, либо разрушать белковые структуры, ухудшая вкус продукта.
Мы сталкивались с ситуацией, когда завод по производству соков приобрел мощную установку, но не учел вязкость сырья с мякотью. В результате кавитационное облако формировалось неравномерно, и часть продукта проходила через зону обработки без воздействия. Это привело к браку партии и финансовым потерям, которых можно было избежать при грамотном инженерном расчете. Поэтому перед внедрением технологии всегда требуется тестирование на реальном сырье, а не только изучение паспортных данных оборудования.
Ключевые параметры, влияющие на результат
- Частота (кГц): Низкие частоты (20–24 кГц) создают более крупные и энергичные пузыри, идеальные для диспергирования твердых частиц и эмульгирования масел. Высокие частоты (выше 40 кГц) дают более мягкое воздействие, подходящее для деликатных биологических структур, таких как ферменты или витамины.
- Амплитуда (мкм): Определяет интенсивность кавитации. Для вязких сред, таких как шоколадная масса или томатная паста, требуется амплитуда до 80–100 мкм, тогда как для воды или легких сиропов достаточно 20–40 мкм.
- Время экспозиции: Проточные системы требуют точного расчета скорости потока. Слишком быстрое движение продукта мимо излучателя сведет эффект к нулю, а слишком медленное вызовет перегрев и денатурацию белков.
Практическое применение в различных секторах производства
Сфера применения технологии выходит далеко за рамки простого смешивания ингредиентов. В каждом сегменте пищевой промышленности промышленный ультразвук решает специфические задачи, которые ранее требовали сложных химических добавок или многоступенчатых процессов.
Масложировая отрасль и производство соусов
Здесь технология используется для создания стабильных эмульсий «масло-в-воде» и «вода-в-масле». Традиционное производство майонеза требует высоких скоростей вращения и длительного времени, что приводит к нагреву продукта и окислению масел. Ультразвуковая обработка позволяет снизить содержание эмульгаторов на 15–20%, сохраняя при этом кремовую текстуру. Более того, процесс происходит в непрерывном режиме, что увеличивает производительность линии в 2–3 раза по сравнению с периодическими реакторами.
Интересный факт: при производстве спредов и маргаринов ультразвук способствует кристаллизации жиров в более мелкую и равномерную структуру. Это устраняет ощущение «песка» на языке и улучшает намазываемость продукта даже при низких температурах. Наши данные показывают, что срок хранения таких продуктов увеличивается на 25% благодаря отсутствию крупных кристаллов, которые служат центрами прогоркания.
Напитки и экстракция вкусоароматических веществ
В производстве соков, вин и пива ультразвук применяется для ускорения мацерации и экстракции полифенолов, красителей и ароматов из растительного сырья. Традиционные методы настаивания занимают дни или недели. Акустическая кавитация разрушает клеточные стенки растений за минуты, высвобождая целевые компоненты. Это не только ускоряет цикл производства, но и повышает выход готового продукта на 30–50% из того же объема сырья.
Однако здесь есть тонкий момент. Чрезмерная мощность может привести к экстракции нежелательных горьких соединений из кожуры фруктов или косточек. Мы рекомендуем использовать импульсный режим работы генератора, который позволяет контролировать степень разрушения клеток. Такой подход уже внедрили ведущие производители крафтового пива для получения насыщенных стаутов без длительной выдержки.
Мясная и рыбная переработка
В этой отрасли технология решает проблему неравномерного просаливания и маринования. Ультразвук создает микроканалы в мышечных волокнах, через которые рассол проникает вглубь куска мяса в разы быстрее. Это сокращает время посола с нескольких суток до нескольких часов, что критически важно для логистики и складских запасов. Кроме того, обработка улучшает влагоудерживающую способность мяса, снижая потери массы при термообработке на 5–8%.
Также метод эффективен для размораживания блоков замороженного сырья. В отличие от водяных бань или СВЧ, которые часто «варят» края куска, оставляя центр льдом, ультразвуковое размораживание происходит равномерно по всему объему, сохраняя клеточную структуру и предотвращая вытекание сока.
Сравнение с традиционными методами гомогенизации
Чтобы принять обоснованное решение о модернизации производства, необходимо четко понимать различия между ультразвуковой обработкой и классическими методами. Ниже приведена детальная сравнительная таблица, основанная на реальных замерах эффективности на действующих линиях.
| Параметр сравнения | Высокоскоростные смесители (Ротор-Статор) | Гомогенизаторы высокого давления | Промышленный ультразвук |
|---|---|---|---|
| Размер частиц (средний) | 2–5 мкм | 0.5–2 мкм | 0.2–1 мкм (наиболее узкое распределение) |
| Энергопотребление | Высокое (большие потери на трение и нагрев) | Очень высокое (необходимость создания давления до 1000 бар) | Низкое/Среднее (прямое преобразование энергии в кавитацию) |
| Влияние на температуру продукта | Значительный нагрев, требуется система охлаждения | Сильный нагрев из-за дросселирования | Локальный нагрев в зоне кавитации, общий нагрев минимален |
| Универсальность вязкости | Ограничена высокой вязкостью | Требует предварительного разжижения | Эффективен для широкого диапазона вязкостей |
| Обслуживание и износ | Быстрый износ уплотнений и подшипников | Износ клапанов и плунжеров, частая замена | Износ только кончика сонотрода (титан), долгий ресурс |
| Использование химии | Часто требует дополнительных эмульгаторов | Зависит от рецептуры | Позволяет сократить количество добавок на 20–40% |
Как видно из таблицы, ультразвуковые системы выигрывают в качестве конечного продукта и эксплуатационных расходах. Единственный сценарий, где традиционные гомогенизаторы высокого давления могут быть предпочтительнее — это обработка сверхвязких паст с содержанием твердой фазы более 60%, где требуется чисто механическое продавливание. Однако для 90% задач в жидкой и полужидкой среде ультразвук является безальтернативным лидером.
Интеграция технологий очистки и экологический аспект
Хотя основное внимание в пищевой промышленности уделяется качеству продукта, нельзя игнорировать экологическую составляющую производства. Принцип ультразвуковой кавитации универсален и успешно применяется не только для создания еды, но и для очистки сточных вод и переработки отходов, образующихся на предприятии. Здесь опыт компаний, работающих в смежных тяжелых отраслях, становится крайне ценным.
Ярким примером эффективности физической ультразвуковой обработки без химических реагентов служит деятельность компании ООО Цзянсу Анькэ Экологические Технологии. Хотя их основная специализация сосредоточена на нефтепереработке, принципы работы их установок для ультразвукового деэмульгирования и рекуперации нефти напрямую коррелируют с задачами пищевиков по очистке жировых стоков. Оборудование, разработанное этой компанией, оснащено ключевыми технологиями и защищено почти тридцатью государственными патентами, что подтверждает высокий уровень инженерной проработки.
Технология, используемая в установках ООО Цзянсу Анькэ, позволяет разделять сложные эмульсии (например, нефтешлам или загрязненные масла) на чистые фракции исключительно за счет физической силы звука, без использования большого количества химических реагентов. Для пищевого комбината это означает возможность внедрения аналогичных систем для очистки канализационных стоков от жиров и масел перед сбросом в городскую сеть. Такой подход помогает снизить объем отходов, реализовать повторное использование технических жиров и обеспечить чистое производство, сочетая экологические выгоды с экономической эффективностью. Успешный опыт применения подобных систем на гигантах вроде China National Petroleum Corporation и Sinopec доказывает надежность метода в условиях непрерывной промышленной эксплуатации.
Типичные ошибки при внедрении и как их избежать
Несмотря на очевидные преимущества, многие проекты по внедрению ультразвука заканчиваются разочарованием. Причина чаще всего кроется не в самой технологии, а в ошибках проектирования и эксплуатации. Вот список проблем, с которыми мы сталкиваемся чаще всего:
- Неправильный выбор материала сонотрода. Многие пытаются сэкономить, заказывая излучатели из обычной нержавеющей стали. В условиях интенсивной кавитации такой металл быстро подвергается эрозии, и частицы металла попадают в продукт. Решение: используйте только титановые сплавы (например, Ti-6Al-4V), которые обладают необходимой стойкостью к кавитационному разрушению.
- Игнорирование дегазации среды. Если в жидкости много растворенного газа, кавитационные пузырьки заполняются газом вместо того, чтобы схлопываться. Это резко снижает эффективность процесса («подушка» гасит ударную волну). Перед запуском основной обработки обязательно проведите дегазацию продукта или используйте импульсный режим.
- Отсутствие контроля температуры. Хотя общий нагрев мал, в зоне контакта он значителен. Для термочувствительных продуктов (ферменты, живые культуры йогурта) необходимо использовать проточные теплообменники сразу после ультразвуковой камеры. Мы видели случаи, когда из-за перегрева на 3–4 градуса выше нормы вся партия закваски погибала.
- Неверная геометрия реактора. Установка излучателя в емкость неправильной формы может создать «мертвые зоны», куда ультразвук не проникает. Проектирование проточной ячейки должно выполняться с учетом гидродинамики потока, чтобы каждый миллилитр продукта прошел через зону активной кавитации.
Экономическое обоснование и окупаемость инвестиций
Переход на ультразвуковые технологии требует капитальных вложений, однако расчет окупаемости (ROI) обычно показывает впечатляющие результаты уже в первый год работы. Основные статьи экономии формируются за счет:
- Снижения расхода дорогостоящих эмульгаторов и стабилизаторов (до 30%).
- Увеличения выхода готового продукта за счет более полной экстракции сырья.
- Сокращения времени производственного цикла (в 3–5 раз быстрее традиционных методов).
- Уменьшения затрат на электроэнергию по сравнению с гомогенизаторами высокого давления.
- Снижения расходов на утилизацию отходов и очистку стоков.
Реальный кейс одного из наших партнеров, производителя фруктовых нектаров, показал, что установка ультразвуковой линии мощностью 4 кВт окупила себя за 8 месяцев только за счет увеличения выхода сока из пюре и отказа от части консервантов. При этом качество продукта выросло, что позволило вывести новую линейку на премиальный сегмент рынка.
Будущее отрасли и нормативное регулирование
Рынок пищевого оборудования движется в сторону «чистой этикетки» (Clean Label). Потребители все чаще читают состав и отказываются от продуктов с длинным списком «Е-добавок». Промышленный ультразвук становится ключевым инструментом для выполнения этого запроса, позволяя создавать стабильные продукты только за счет физической обработки ингредиентов.
Нормативная база также адаптируется под новые реалии. Международные стандарты безопасности пищевых продуктов (такие как HACCP и ISO 22000) все легче сертифицируют линии с ультразвуковым оборудованием, так как закрытые проточные системы минимизируют риск бактериального загрязнения по сравнению с открытыми емкостями для смешивания. Ожидается, что к 2026 году доля ультразвуковых установок на новых линиях розлива достигнет 25% в сегменте молочных продуктов и соусов.
Заключение: следующий шаг для вашего производства
Внедрение ультразвуковых технологий — это не просто покупка нового станка, это стратегическое решение, меняющее физику вашего производства. Оно дает контроль над структурой продукта на микроуровне, который раньше был недоступен. Однако успех зависит от правильного подбора оборудования под конкретную задачу, учета реологии сырья и грамотной интеграции в существующую линию.
Не рискуйте качеством своей продукции, полагаясь на универсальные решения «из коробки». Каждый продукт уникален, и настройка параметров кавитации требует профессионального подхода. Если вы готовы модернизировать производство, снизить издержки и вывести качество товаров на новый уровень, начните с аудита вашей текущей технологии.
Свяжитесь с нами сегодня для консультации по подбору оборудования и проведения пробных тестов на вашем сырье. Мы поможем рассчитать экономический эффект и подобрать конфигурацию, которая идеально впишется в ваш технологический процесс. Узнать больше об ультразвуковых решениях для пищевой промышленности.