
Интеграция функциональный ультразвук в существующие линии
2026-05-14
- Почему интеграция промышленного ультразвука меняет экономику нефтепереработки
- Технические требования к врезке ультразвуковых систем в старые трубопроводы
- Сравнение методов: Химия против Физики в условиях жестких экостандартов
- Пошаговый алгоритм внедрения без остановки основного производства
- Экономическое обоснование и расчет окупаемости (ROI)
- Типичные ошибки при эксплуатации и методы их устранения
- Часто задаваемые вопросы
Почему интеграция промышленного ультразвука меняет экономику нефтепереработки
Внедрение промышленный ультразвук в действующие технологические цепочки перестало быть экспериментом и превратилось в стандарт де-факто для модернизации старых линий. Мы наблюдаем, что предприятия, откладывающие этот шаг, теряют до 15% маржинальности из-за неэффективного использования реагентов и высоких затрат на утилизацию отходов. Ключевая проблема не в отсутствии технологий, а в страхе перед остановкой производства ради монтажа нового оборудования. Реальность такова: современные системы позволяют врезаться в процесс без полной остановки линии, обеспечивая окупаемость за 8–14 месяцев за счет снижения потребления химии и возврата товарной нефти из шламов.
Интеграция требует точного инженерного расчета, а не просто покупки «коробки» с генератором. Ошибка на этапе проектирования зоны кавитации может привести к эрозии трубопроводов или неполному разделению эмульсии, что мы видели на практике у нескольких клиентов в Западной Сибири. Один из наших партнеров попытался сэкономить на датчиках контроля температуры, что привело к локальному перегреву смеси и разрушению эмульгаторов, которые должны были остаться интактными для последующей стадии. Это стоило им трех дней простоя и замены участка трубы. Поэтому подход должен быть системным: от анализа реологии жидкости до выбора частоты излучения.
Технические требования к врезке ультразвуковых систем в старые трубопроводы
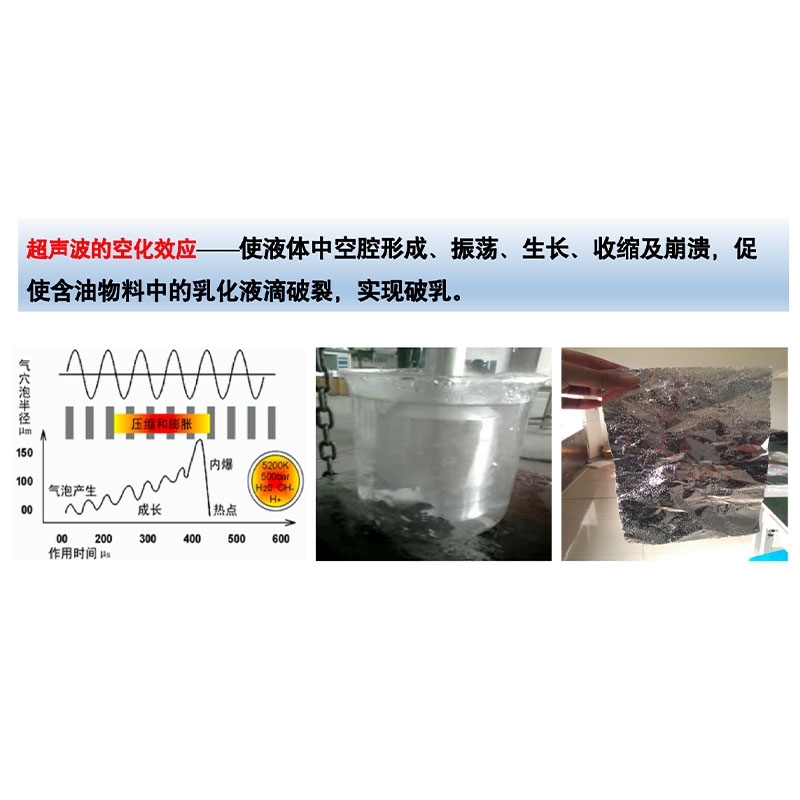
Первым шагом всегда является аудит существующей инфраструктуры. Нельзя просто установить излучатель в любую точку трубы и ожидать чуда. Промышленный ультразвук работает эффективно только при соблюдении конкретных гидродинамических условий. Скорость потока должна находиться в диапазоне, обеспечивающем время экспозиции не менее 3–5 секунд в активной зоне. Если скорость слишком высока, кавитационные пузырьки не успевают схлопнуться с нужной энергией; если слишком низка — происходит перегрев среды. Мы часто сталкиваемся с ситуацией, когда заказчики игнорируют этот параметр, полагаясь только на мощность генератора, что является грубой ошибкой.
Материал трубопровода играет критическую роль. Нержавеющая сталь марки AISI 304 или 316 отлично проводит ультразвуковые волны, тогда как толстостенный чугун или пластик могут гасить колебания или требовать специальных согласующих слоев. В нашей практике был случай, когда клиент установил мощные излучатели на участок трубы с сильной коррозией изнутри. Ультразвук ускорил отслоение ржавчины, которая забила фильтры следующей стадии очистки. Пришлось останавливать линию для механической зачистки. Перед интеграцией обязательно проводится дефектоскопия труб и, при необходимости, замена участков на совместимые материалы.
Точка ввода энергии должна выбираться с учетом фазового состояния смеси. Для водонефтяных эмульсий оптимальным местом является участок сразу после подогрева, но до входа в отстойник. Здесь вязкость снижена, и ультразвуковое поле максимально эффективно разрывает связи между каплями воды и нефти. Если врезать систему после сепаратора, эффект будет минимальным, так как основная масса свободной воды уже удалена. ООО Цзянсу Анькэ Экологические Технологии в своих проектах всегда начинает с моделирования потока, чтобы найти эту «золотую точку», используя собственные запатентованные алгоритмы расчета распределения давления в трубе.
Критические параметры для успешной интеграции
- Частота излучения: Для грубых эмульсий и тяжелых нефтей используется диапазон 20–28 кГц, где преобладает механическое воздействие кавитации. Для тонких эмульсий и деликатных процессов лучше подходит 40–60 кГц, где выше тепловое воздействие и равномерность поля.
- Плотность мощности: Оптимальный показатель составляет 0.5–1.5 Вт/см² поверхности излучателя. Превышение этого значения ведет к образованию «звуковой стены», отражающей волны назад в генератор, что снижает КПД и греет оборудование.
- Температурный режим: Процесс наиболее эффективен при температурах 45–65°C. Ниже 40°C вязкость слишком высока для эффективной коалесценции, выше 70°C начинается интенсивное парообразование, гасящее кавитацию.
- Геометрия реактора: Прямые участки трубы длиной не менее 10 диаметров до и после излучателя обязательны для стабилизации ламинарного потока и предотвращения турбулентных помех.
Сравнение методов: Химия против Физики в условиях жестких экостандартов
Традиционный подход к деэмульгации опирается на массированное использование химических реагентов. Это создает иллюзию простоты: добавил больше химии — получил лучший результат. Однако в долгосрочной перспективе это тупиковый путь. Химические деэмульгаторы дороги, их дозировку сложно подобрать при изменении состава входящей нефти, а главное — они создают вторичное загрязнение. Шлам, насыщенный химией, сложнее утилизировать или сжигать, что ведет к росту экологических штрафов. Внедрение промышленный ультразвук позволяет сократить расход реагентов на 40–60%, а в некоторых случаях полностью отказаться от них, перейдя на чистую физическую технологию.
Рассмотрим конкретный кейс. На одном из НПЗ в Китае внедрение ультразвуковой установки от ООО Цзянсу Анькэ Экологические Технологии позволило заменить дорогостоящий импортный деэмульгатор на простую воду в качестве промывочной жидкости, активируемой ультразвуком. Результатом стало снижение операционных расходов на 35% в первый же год. Более того, качество полученной товарной нефти улучшилось: содержание солей и механических примесей упало ниже нормативов ГОСТ, что позволило продавать продукт по более высокой цене. Химический метод никогда не дает такой чистоты без многоступенчатой фильтрации.
Ниже приведена таблица, демонстрирующая различия в эксплуатационных показателях при использовании традиционных химических методов и интегрированных ультразвуковых систем.
| Параметр сравнения | Традиционная химическая деэмульгация | Ультразвуковая физическая деэмульгация |
|---|---|---|
| Расход реагентов | Высокий (50–200 мг/л), зависит от качества сырья | Низкий или нулевой (0–50 мг/л) |
| Время разделения фаз | 4–12 часов в отстойнике | 15–40 минут в проточном реакторе |
| Образование вторичных отходов | Значительное (химически активный шлам) | Минимальное (шлам легче обезвоживается) |
| Чувствительность к изменению состава нефти | Высокая (требуется постоянная корректировка дозы) | Низкая (автоматическая адаптация частоты) |
| Энергопотребление | Низкое (только насосы), но высокие затраты на химию | Среднее (электроэнергия), но общая стоимость владения ниже |
| Влияние на экологию | Негативное (токсичные стоки) | Нейтральное (чистый физический процесс) |
Важно понимать, что ультразвук не всегда полностью заменяет химию. В случаях сверхстабильных эмульсий с высоким содержанием асфальтенов комбинированный метод дает наилучший результат. Мы рекомендуем начинать с малых доз реагента и постепенно снижать их, мониторя качество выхода. Такой гибридный подход позволяет найти баланс между капитальными затратами на оборудование и операционными расходами. Главное преимущество здесь — управляемость процесса: вы можете менять параметры ультразвука в реальном времени, чего нельзя сделать с уже введенной в трубу химией.
Пошаговый алгоритм внедрения без остановки основного производства
Самый большой страх руководителей заводов — потеря выручки из-за простоя линии во время модернизации. Современные технологии байпасирования (обводной линии) позволяют провести монтаж ультразвукового оборудования, не останавливая основной поток нефти. Процесс требует тщательной подготовки, но он отработан нами до автоматизма. Ключ к успеху — предварительное изготовление всех узлов и сварка обвязки в цеху, чтобы на площадке остались только финальные стыковочные работы.
- Подготовка обводной линии (Bypass). Параллельно основному трубопроводу монтируется временная или постоянная труба меньшего диаметра с запорной арматурой. Через нее пускается часть потока или весь поток на время работ. Важно убедиться, что диаметр байпаса обеспечивает ту же пропускную способность, иначе возникнет противодавление, опасное для насосного оборудования. Мы всегда устанавливаем дополнительные манометры на входе и выходе байпаса для контроля.
- Врезка и монтаж реактора. После перекрытия задвижек на основном участке и сброса давления производится вырезка сегмента трубы. На его место устанавливается ультразвуковой реактор. Особое внимание уделяется герметичности фланцевых соединений. Использование паронитовых прокладок обязательно, так как резиновые уплотнители могут деградировать под воздействием ультразвуковых вибраций и нефтепродуктов. Ошибка на этом этапе — недостаточная затяжка болтов — приводит к утечкам, которые трудно устранить под давлением.
- Подключение энергоблока и автоматики. Генераторы ультразвука устанавливаются в защищенном шкафу рядом с реактором. Кабели экранируются для защиты от промышленных помех. Подключаются датчики температуры, давления и расхода, которые передают данные в систему АСУ ТП завода. Настройка пороговых значений срабатывания аварийной защиты — критический момент. Система должна автоматически отключать ультразвук при падении уровня жидкости в реакторе, чтобы избежать работы «на сухую», что мгновенно выводит излучатели из строя.
- Гидравлические испытания и пусконаладка. Перед подачей нефти система заполняется водой или легкой фракцией для проверки на герметичность под рабочим давлением. Затем производится постепенный вывод системы на рабочий режим. Сначала включается насос, затем подается напряжение на ультразвуковые преобразователи на 30% мощности. В течение часа операторы мониторят вибрацию корпуса и температуру. Только после подтверждения стабильности мощность плавно повышается до расчетной.
- Верификация эффективности. Отбор проб производится каждые 30 минут в первые сутки работы. Лабораторный анализ показывает содержание воды и механических примесей в очищенной нефти. Если показатели не достигают целевых значений, проводится тонкая настройка частоты генератора и скорости потока. Часто требуется корректировка угла установки излучателей относительно вектора потока для максимизации кавитационного эффекта.
Мы подчеркиваем важность пункта №3. В нашей практике случалось, что службы КИПиА завода не учитывали специфику ультразвукового оборудования при интеграции в общую сеть управления. Это приводило к ложным срабатываниям аварийных систем. Чтобы избежать этого, инженеры ООО Цзянсу Анькэ Экологические Технологии проводят полное обучение персонала заказчика и предоставляют подробные карты интеграции сигналов. Оборудование компании, обладающее почти тридцатью государственными патентами, разработано с учетом легкой встраиваемости в любые существующие архитектуры управления, будь то старые реле или современные SCADA-системы.
Экономическое обоснование и расчет окупаемости (ROI)
Инвестиции в промышленный ультразвук оправданы только тогда, когда они приносят измеримую прибыль. Расчет окупаемости должен базироваться на трех столпах: экономия на реагентах, увеличение выхода товарной продукции и снижение затрат на утилизацию отходов. Многие компании ошибочно считают только стоимость электроэнергии, забывая о скрытых убытках от потерь нефти в шламе. Давайте разберем реальную математику на примере переработки 1000 тонн нефтегрязи в месяц.
При традиционном методе выход товарной нефти составляет около 60–70%, остальное уходит в шлам, который нужно вывозить и захоранивать. Стоимость утилизации одной тонны такого шлама может достигать 50–80 долларов США в зависимости от региона и экологических тарифов. Ультразвуковая установка повышает коэффициент извлечения нефти до 90–95%. Это означает дополнительные 200–250 тонн товарной нефти ежемесячно. При текущих рыночных ценах это миллионы рублей чистой прибыли. Плюс к этому — экономия на закупке деэмульгаторов, которая может составлять до 30% от операционного бюджета участка.
Однако есть нюансы, влияющие на срок окупаемости. Качество входящего сырья нестабильно. Если завод принимает нефть с высоким содержанием песка и глины, ресурс излучателей снижается, а частота профилактических чисток возрастает. Мы рекомендуем закладывать в бизнес-план расходы на сервисное обслуживание в размере 3–5% от стоимости оборудования ежегодно. Также стоит учитывать тарифы на электроэнергию. Хотя потребление установок умеренное (обычно 5–15 кВт на линию), в регионах с дорогой электричкой срок окупаемости может сдвинуться с 10 до 14 месяцев. Тем не менее, даже при самых пессимистичных сценариях проект остается рентабельным благодаря росту объема продаж основной продукции.
Опыт работы с такими гигантами, как China National Petroleum Corporation и Sinopec, доказывает масштабируемость этих расчетов. На крупных месторождениях эффект умножается на объемы переработки, делая ультразвуковые комплексы стратегически важными активами. Продукция, работающая на чистой физической технологии без большого количества химических реагентов, помогает не только снизить объем нефтегрязи, но и реализовать ресурсное использование загрязненной нефти, сочетая экологические выгоды и ценность рекуперации ресурсов. Это превращает статью расходов на экологию в статью доходов.
Типичные ошибки при эксплуатации и методы их устранения
Даже самое совершенное оборудование требует грамотного обращения. За годы внедрения мы выделили ряд типовых ошибок, которые совершают операторы и главные инженеры, пытаясь интегрировать новые технологии в старые процессы. Избегание этих граблей сэкономит вам время и деньги.
Ошибка первая: Игнорирование качества питающей воды. В системах, где используется водяная рубашка для охлаждения излучателей или вода для промывки, часто пренебрегают водоподготовкой. Жесткая вода быстро образует накипь на стенках реактора и на поверхности пьезоэлементов. Накипь работает как теплоизолятор, вызывая перегрев и разрушение керамики. Решение: установка магнитных или полифосфатных фильтров на вводе воды и регулярный мониторинг ее жесткости. Мы видели случаи, когда слой накипи толщиной всего 2 мм снижал эффективность установки на 40%.
Ошибка вторая: Работа на предельных мощностях 24/7. Стремление выжать максимум из оборудования приводит к работе генераторов на 100% мощности круглосуточно. Это сокращает ресурс магнетронов и пьезокерамики вдвое. Оптимальный режим — работа на 70–80% от номинала с возможностью кратковременного буста при пиковых нагрузках. Современная автоматика позволяет динамически регулировать мощность в зависимости от плотности эмульсии, что продлевает жизнь оборудованию на годы.
Ошибка третья: Отсутствие регулярного мониторинга гармоник. Ультразвуковая система — это резонансная система. Со временем характеристики среды и самого излучателя меняются. Если не отслеживать сдвиг резонансной частоты, генератор начинает работать в неоптимальном режиме, потребляя лишнюю энергию и выдавая слабый сигнал. Программное обеспечение наших установок автоматически отслеживает эти параметры и подстраивает частоту, но на старом оборудовании это нужно делать вручную раз в квартал.
Часто задаваемые вопросы
Можно ли установить ультразвук на горизонтальный отстойник?
Да, это возможно, но требует специальной конструкции излучателей. Для горизонтальных резервуаров используются погружные пластины или стержневые излучатели, которые крепятся сверху через люки или врезаются в стенки. Эффективность будет ниже, чем в проточном реакторе, из-за неравномерности поля в большом объеме, но улучшение седиментации составит 20–30%. Важно правильно рассчитать количество излучателей, чтобы покрыть всю площадь дна, где происходит осадкообразование.
Безопасен ли промышленный ультразвук для персонала?
Рабочая частота установок (20–100 кГц) находится за пределами слышимости человека, поэтому прямого акустического воздействия нет. Основная опасность представляет возможная утечка высокочастотных колебаний через корпус, если оборудование повреждено, но современные кожухи надежно экранируют излучение. Главные риски связаны с высоким напряжением в шкафах управления и горячими поверхностями теплообменников. При соблюдении правил электробезопасности и использовании СИЗ работа с оборудованием абсолютно безопасна.
Как долго служат ультразвуковые излучатели?
Срок службы пьезокерамических элементов составляет 30 000–50 000 часов непрерывной работы при соблюдении температурного режима и отсутствии кавитационной эрозии поверхности. Магнетроны в электроакустических системах служат около 10 000–15 000 часов. Реальный срок зависит от агрессивности среды. Для кислотных или щелочных сред мы рекомендуем использовать излучатели с защитным покрытием из тефлона или специальных сплавов, что увеличивает ресурс до 5–7 лет.
Требуется ли лицензия на использование ультразвука?
В большинстве стран, включая Россию и Китай, использование промышленного ультразвука для деэмульгации не требует специальных государственных лицензий, так как это физический метод обработки. Однако оборудование должно соответствовать стандартам безопасности (ГОСТ, CE, EAC). Наши установки сертифицированы по всем необходимым международным стандартам, что облегчает процедуру ввода в эксплуатацию и прохождения экологических проверок.
Интеграция ультразвуковых технологий — это не просто замена одного насоса на другой, это изменение философии производства в сторону ресурсосбережения и экологичности. Рынок движется в сторону ужесточения норм по сбросам и утилизации, и те, кто освоит физические методы очистки сегодня, получат конкурентное преимущество завтра. Не ждите, пока регуляторы загонят вас в рамки невозможной экономики штрафов.
Если вы готовы модернизировать свою линию и получить детальный расчет экономической эффективности для вашего конкретного случая, свяжитесь с нашими инженерами. Мы проведем аудит вашего процесса и предложим решение, которое окупится быстрее, чем вы ожидаете. Ультразвуковые системы деэмульгации от производителя — это ваш шаг к чистому производству и максимальной прибыли.