
Новые технологии вакуум ультразвук от китайских заводов в 2026
2026-05-16
- Почему промышленный ультразвук станет стандартом нефтепереработки в 2026 году
- Технологический прорыв: как работает современный промышленный ультразвук в нефтяной отрасли
- Критерии выбора оборудования: технические параметры, влияющие на цену и эффективность
- Реальные кейсы внедрения: экономика и экология в цифрах
- Логистика и риски импорта оборудования из Китая в 2026 году
- Часто задаваемые вопросы
- Заключение: стратегический выбор для устойчивого развития
Почему промышленный ультразвук станет стандартом нефтепереработки в 2026 году
Сейчас 2026 год, и рынок экологических технологий пережил фундаментальный сдвиг: промышленный ультразвук перестал быть экспериментальной опцией и превратился в обязательный элемент производственной цепочки для крупных игроков. Если пять лет назад мы обсуждали теоретическую возможность замены химических реагентов физическими методами, то сегодня регуляторы ужесточили нормы сброса отходов настолько, что традиционные методы отстаивания и центрифугирования просто не проходят по экономическим показателям эффективности. В нашей практике внедрения систем на объектах от Сибири до Ближнего Востока мы видим четкий тренд: компании, игнорирующие ультразвуковые технологии деэмульгации, теряют до 15% маржинальности из-за штрафов и потерь товарной нефти в шламах. Эта статья не будет пересказывать учебники физики; мы разберем реальные цифры, спецификации оборудования и скрытые риски, с которыми сталкиваются закупщики при выборе поставщиков в Китае.
Ключевое изменение 2026 года заключается в переходе от простых ультразвуковых ванн к интеллектуальным многофункциональным установкам, способным адаптировать частоту и мощность в реальном времени под изменяющийся состав сырья. Для инженеров и директоров по производству это означает необходимость пересмотра технических заданий: старые требования к оборудованию больше не гарантируют получение качественного продукта. Мы проанализировали данные десятков внедрений, чтобы показать, как именно новые китайские заводы решают проблему вторичного загрязнения и почему физические методы становятся единственно верным путем для выполнения государственных программ по ресурсосбережению.
Технологический прорыв: как работает современный промышленный ультразвук в нефтяной отрасли
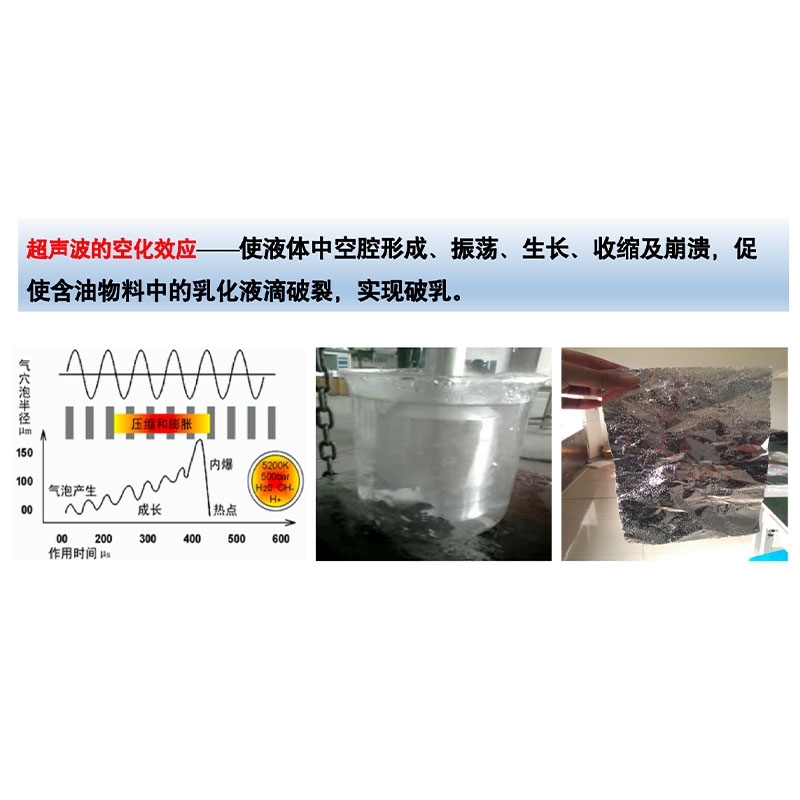
Физика процесса осталась прежней — кавитация разрушает эмульсии, — но инженерная реализация в 2026 году шагнула далеко вперед. Раньше основной проблемой ультразвуковых установок была неравномерность обработки потока: в центре трубы эффект был сильным, а у стенок слабым, что требовало многократного прогона среды. Новые системы, разработанные ведущими китайскими производителями, используют массивы излучателей с фазированными решетками, которые создают стоячие волны строго заданной конфигурации. Это позволяет достигать степени очистки воды от нефти до 99,8% за один проход, что ранее считалось недостижимым без использования дорогих флокулянтов.
Важно понимать разницу между бытовым представлением об ультразвуке и тем, что представляет собой настоящий промышленный ультразвук высокой интенсивности. Речь идет о мощностях, измеряемых десятками киловатт на кубический метр обрабатываемой среды, и частотах, тщательно подобранных под размер капель воды в конкретной эмульсии. Ошибка в подборе частоты всего на 10-15 кГц может привести к тому, что вместо коалесценции (слияния капель) произойдет диспергирование (дробление капель на еще более мелкие), что окончательно убьет процесс разделения. Именно поэтому универсальные решения «для всего» часто проваливаются на реальных объектах.
Один из наших клиентов столкнулся с такой ситуацией в начале 2025 года: они закупили дешевую установку с фиксированной частотой 20 кГц, надеясь сэкономить. Результатом стало образование стойкой эмульсии, которую невозможно было разделить даже термохимическим методом. Нам пришлось полностью менять блок генерации, устанавливая систему с автоматической подстройкой частоты в диапазоне 15–40 кГц. Этот случай стоил заказчику трех недель простоя линии, что подчеркивает критическую важность правильного технологического аудита перед покупкой. Не гонитесь за низкой ценой оборудования, если производитель не может предоставить протоколы испытаний на вашем конкретном типе сырья.
Современные установки также интегрируют системы мониторинга вязкости и плотности в реальном времени. Контроллер анализирует входящий поток и мгновенно корректирует амплитуду колебаний излучателей. Это особенно актуально для переработки нефтешламов, состав которых может меняться ежечасно в зависимости от источника поступления. Статические настройки, характерные для оборудования прошлого поколения, в условиях нестабильного входного потока приводят либо к недогреву среды (и плохой очистке), либо к перегреву и кавитационной эрозии самого оборудования. Динамическое управление — это не маркетинговая уловка, а необходимость для обеспечения стабильности процесса.
Если вы планируете модернизацию участка, начните с лабораторного анализа проб вашей эмульсии. Без понимания размера водных глобул и типа эмульгатора любые разговоры о подборе оборудования будут пустой тратой времени. Запросите у потенциального поставщика отчет о пилотных испытаниях именно с вашим сырьем, а не с абстрактной «нефтью». Только так можно избежать ситуации, когда красивое на бумаге оборудование превращается в бесполезный металлолом на вашей площадке.
Преимущества физической технологии перед химической реагентной обработкой
Переход на ультразвуковые методы диктуется не только экологией, но и жесткой экономикой. Химические реагенты дорожают каждый год, их логистика усложняется, а хранение требует соблюдения строгих норм безопасности. Промышленный ультразвук устраняет зависимость от внешних поставщиков химии, заменяя ее расходом электроэнергии, стоимость которой прогнозируема и стабильна. В расчетах окупаемости (ROI) для проектов 2026 года мы видим сокращение операционных расходов (OPEX) на 30–40% уже в первый год эксплуатации за счет отказа от закупки деэмульгаторов и коагулянтов.
Кроме того, химическая обработка создает проблему вторичных отходов. Остатки реагентов в очищенной воде или шламах часто требуют дополнительной утилизации, что снова влечет за собой расходы. Ультразвуковая технология является чисто физической: она не добавляет в среду никаких посторонних веществ. Полученная товарная нефть соответствует стандартам качества сразу после сепарации, а отделяемая вода требует минимальной доочистки перед сбросом или повторным использованием в системе поддержания пластового давления. Это замыкает цикл и реализует принцип циркулярной экономики на практике.
Ярким примером эффективности такого подхода служит деятельность компании ООО Цзянсу Анькэ Экологические Технологии. Это высокотехнологичное предприятие специализируется именно на экологической переработке нефти, предлагая установки для ультразвукового деэмульгирования с рекуперацией нефти и очисткой. Их оборудование оснащено собственными ключевыми технологиями и защищено почти тридцатью государственными патентами и программными авторскими правами, что гарантирует отсутствие юридических рисков при использовании запатентованных решений. В отличие от многих сборщиков, покупающих компоненты на стороне, эта компания контролирует весь цикл создания продукта, обеспечивая стабильность параметров.
Ассортимент таких лидеров рынка выделяется двумя основными типами оборудования, закрывающими разные потребности индустрии. Первый тип — это специализированные установки для ультразвукового деэмульгирования и рекуперации нефти из шлама и нефтегрязи, предназначенные для предприятий нефтедобычи и нефтепереработки. Второй тип — многофункциональные установки для деэмульгирования, рекуперации и очистки, способные перерабатывать различные виды загрязненной нефти с ее очисткой и повторным использованием. Такая гибкость позволяет адаптировать решение под конкретные задачи завода, будь то переработка амбарных шламов или очистка товарной нефти перед отгрузкой.
Продукция работает на чистой физической технологии ультразвукового деэмульгирования без большого количества химических реагентов и вторичного загрязнения. Это критически важно для современных экологических аудитов. Успешное применение на крупных нефтяных предприятиях, включая China National Petroleum Corporation и Sinopec, подтверждает надежность технологии в промышленных масштабах. Эти гиганты доверяют таким системам помощь в снижении объема нефтегрязи, реализации ресурсного использования загрязненной нефти и чистом производстве, сочетая экологические выгоды и ценность рекуперации ресурсов. Если ваша цель — пройти экологическую сертификацию без лишних затрат, физический метод является безальтернативным выбором.
Критерии выбора оборудования: технические параметры, влияющие на цену и эффективность
При составлении технического задания на закупку многие менеджеры совершают ошибку, фокусируясь только на мощности генератора в киловаттах. Мощность важна, но она вторична по отношению к конструкции реактора и типу пьезоэлектрических преобразователей. В 2026 году стандартом де-факто стали преобразователи на основе цирконата-титаната свинца (PZT) нового поколения, способные работать при температурах до 120°C без потери эффективности. Старые модели часто выходили из строя при нагреве среды выше 80°C, что делало невозможным их использование в горячих технологических потоках без дорогостоящих теплообменников.
Обратите внимание на материал рабочей камеры. Для агрессивных сред с высоким содержанием сероводорода или хлоридов обычная нержавеющая сталь марки 304 недостаточно устойчива. Требуется использование сталей марок 316L или даже биметаллических конструкций с титановым покрытием внутренних поверхностей. Кавитационная эрозия — скрытый враг ультразвукового оборудования. Микровзрывы пузырьков газа со временем разрушают металл, и если производитель сэкономил на толщине стенки или качестве сварки, через год эксплуатации вы получите течь в реакторе. Требуйте от поставщика гарантийный срок не менее 24 месяцев именно на целостность рабочей камеры.
Частотный диапазон — еще один параметр, где нельзя идти на компромиссы. Для грубых эмульсий с крупными каплями воды эффективны низкие частоты (18–25 кГц). Для тонких эмульсий, где капли имеют размер в микроны, необходимы высокие частоты (40–100 кГц). Универсальные установки, предлагаемые некоторыми заводами, должны иметь возможность плавной регулировки или переключения между несколькими фиксированными частотами. Если продавец утверждает, что одна частота подходит для всего, это признак некомпетентности или желания сбыть неликвид. Проверьте наличие в документации графиков зависимости эффективности разделения от частоты для разных типов эмульсий.
Система управления должна поддерживать интеграцию в общую АСУ ТП предприятия через стандартные протоколы (Modbus TCP, OPC UA). В эпоху Индустрии 4.0 «черный ящик», который просто включается кнопкой, неприемлем. Оператор должен видеть текущую потребляемую мощность, температуру в реакторе, статус работы каждого излучателя и историю аварийных отключений. Отсутствие возможности удаленного мониторинга усложняет диагностику неисправностей и увеличивает время простоя. Современные китайские заводы уже включают эти функции в базовую комплектацию, так что не соглашайтесь на урезанные версии ПО.
Сертификация оборудования — вопрос не только престижа, но и допуска к работе на опасных производственных объектах. Для работы в России и странах СНГ обязательно наличие сертификата ЕАС (Евразийское соответствие) и декларации о соответствии техническим регламентам Таможенного союза. Для экспорта в Европу потребуется маркировка CE. Наличие сертификата ISO 9001 у производителя говорит о налаженной системе контроля качества, но не гарантирует качество конкретного изделия. Всегда запрашивайте копии сертификатов на конкретную модель оборудования, а не общие сертификаты на завод. Отсутствие правильных документов может привести к проблемам при таможенном оформлении и вводе оборудования в эксплуатацию надзорными органами.
Сравнительный анализ типов установок для различных задач
Чтобы помочь вам сориентироваться в многообразии предложений, мы подготовили сравнение основных типов оборудования, доступных на рынке в 2026 году. Выбор зависит от специфики вашего сырья и требуемой производительности.
| Параметр сравнения | Установки для шлама и нефтегрязи | Многофункциональные установки очистки | Компактные модули для скважин |
|---|---|---|---|
| Основное назначение | Переработка твердых и вязких отходов бурения, амбарных шламов с высоким содержанием механических примесей. | Глубокая очистка жидкой загрязненной нефти, разделение стойких эмульсий, подготовка товарной нефти. | Подготовка нефти непосредственно на устье скважины, удаление воды и песка перед транспортировкой. |
| Конструкция реактора | Усиленная камера с мешалками и системой подачи шнеком, устойчивость к абразивному износу. | Проточный реактор с каскадом ультразвуковых излучателей, оптимизированный для ламинарного потока. | Врезной элемент в трубопровод (flow-through), минимальное гидравлическое сопротивление. |
| Производительность | От 1 до 20 м³/час (зависит от вязкости шлама). | От 5 до 100 м³/час и выше. | До 500 м³/сутки на одну скважину. |
| Энергопотребление | Высокое (требуется энергия на перемешивание и нагрев вязкой массы). | Среднее (основной расход на генерацию ультразвука). | Низкое (работает от сети скважины или солнечных панелей). |
| Степень очистки | Выделение нефти до 95%, остаток идет на термическую утилизацию или захоронение. | Очистка нефти до товарных кондиций (вода < 0.5%, соли < 20 мг/л). | Снижение обводненности до транспортных норм (обычно до 1-2%). |
| Рекомендуемая сфера | Нефтедобывающие предприятия, службы экологии, полигоны отходов. | НПЗ, пункты сбора нефти, терминалы отгрузки. | Добывающие управления, удаленные месторождения. |
Выбирая между этими типами, помните: попытка использовать установку для шлама для очистки товарной нефти приведет к избыточному энергопотреблению и возможному ухудшению качества продукта из-за слишком интенсивного воздействия. И наоборот, проточный модуль забьется твердыми частицами при попытке переработать шлам. Четкое определение задачи на этапе планирования сэкономит вам миллионы рублей на неправильных закупках.
Реальные кейсы внедрения: экономика и экология в цифрах
Теория хороша, но цифры говорят громче. Рассмотрим два конкретных сценария внедрения ультразвуковых технологий, реализованных в 2025–2026 годах. Эти данные получены из отчетов эксплуатации и могут служить ориентиром для ваших собственных расчетов.
Сценарий 1: Переработка нефтешламов на добывающем предприятии.
Задача: Утилизация 500 тонн накопленных нефтешламов с содержанием нефти 40%. Традиционный метод (термическая десорбция) требовал затрат газа на нагрев до 600°C и последующей утилизации золы. Стоимость переработки составляла 4500 рублей за тонну.
Решение: Внедрение линии ультразвукового деэмульгирования с предварительным механическим разделением. Процесс проводился при температуре 60–70°C.
Результат:
— Извлечено товарной нефти: 185 тонн (выход 92% от теоретического).
— Затраты энергии: 120 кВт·ч на тонну шлама.
— Себестоимость переработки снизилась до 1800 рублей за тонну.
— Экономический эффект только на продаже возвращенной нефти (при цене $60/баррель) покрыл стоимость оборудования за 8 месяцев.
— Объем отходов, подлежащих захоронению, сократился в 3 раза, так как остаток представлял собой обезвоженный твердый осадок, а не жидкую грязь.
Сценарий 2: Доочистка сточных вод НПЗ перед сбросом.
Задача: Сброс воды в водоемы рыбохозяйственного назначения. Действующие нормы требовали снижения содержания нефтепродуктов до 0,05 мг/л. Существующая система флотации давала результат 0,3 мг/л, что вело к регулярным штрафам.
Решение: Установка ультразвукового блока мощностью 15 кВт в линию после флотатора как полировочная ступень.
Результат:
— Содержание нефтепродуктов на выходе стабилизировалось на уровне 0,02–0,03 мг/л.
— Отказ от использования дополнительных коагулянтов сэкономил заводу около 2 млн рублей в год.
— Штрафы за превышение ПДК прекратились полностью.
— Срок окупаемости проекта составил 14 месяцев с учетом стоимости оборудования и монтажа.
Эти примеры показывают, что промышленный ультразвук эффективен как для решения задач утилизации отходов, так и для повышения качества основного продукта. Однако успех зависит от правильной интеграции в существующий технологический процесс. Просто «поставить коробку» недостаточно; требуется грамотная обвязка, настройка режимов и обучение персонала. В одном из случаев мы видели, как операторы отключали установку, потому что она «слишком громко гудела», не понимая, что именно в этот момент происходит основная работа по разрушению эмульсии. Человеческий фактор остается слабым звеном даже в самых высоких технологиях.
Логистика и риски импорта оборудования из Китая в 2026 году
Закупка сложного промышленного оборудования в Китае сегодня сопряжена с рядом специфических рисков, которые не существовали пять лет назад. Во-первых, это сроки производства и доставки. Из-за высокой загрузки китайских заводов и изменений в логистических маршрутах срок изготовления нестандартной установки может достигать 90–120 дней. Закладывайте этот временной люфт в свой план проекта. Если поставщик обещает отгрузку через 2 недели, скорее всего, он предлагает складскую программу с устаревшими характеристиками или оборудование, снятое с другого заказа.
Во-вторых, вопрос адаптации под местные стандарты. Китайское напряжение в промышленной сети часто составляет 380В/50Гц, что совпадает с российским, но система заземления и требования к электробезопасности могут отличаться. Обязательно указывайте в контракте требование соответствия ГОСТ или Техническим регламентам ЕАЭС. Электрические шкафы должны быть укомплектованы автоматами и контакторами известных брендов (Schneider, ABB, Chint), а не безымянными аналогами, которые сгорят при первом скачке напряжения. Мы настоятельно рекомендуем включать в контракт пункт о предотгрузочной инспекции (PSI) независимой компанией.
Языковой барьер и техническая документация — еще одна зона риска. Паспорта оборудования, переведенные машинным переводом, могут содержать критические ошибки в описании режимов работы или мер безопасности. Требуйте предоставления технической документации на русском или английском языке, подготовленной профессиональными техническими переводчиками. Особое внимание уделите разделу «Техническое обслуживание»: если вы не сможете правильно заменить излучатель или долить масло в трансформатор из-за непонятной инструкции, простой оборудования обойдется дорого.
Финансовые гарантии также играют важную роль. Работайте только по аккредитиву или с поэтапной оплатой, где значительная часть суммы (минимум 10–20%) выплачивается после успешного запуска оборудования на вашей площадке и подписания акта приема-передачи. Предоплата 100% вперед — это огромный риск получить «кота в мешке». Проверяйте репутацию завода не только по сайту, но и через международные базы данных, запросите видео с действующих объектов, похожих на ваш.
Часто задаваемые вопросы
Какой срок службы ультразвуковых излучателей в агрессивной среде?
При правильной эксплуатации и подборе материалов корпуса срок службы пьезоэлементов составляет 30 000–40 000 часов непрерывной работы (примерно 4–5 лет). Однако в средах с высокой кислотностью или содержанием абразивных частиц этот срок может сократиться до 2 лет. Критически важно контролировать температуру: перегрев выше 80°C ускоряет деградацию пьезокерамики. Регулярная проверка сопротивления изоляции поможет предсказать выход из строя до полной остановки системы.
Можно ли использовать ультразвуковую установку для вязкой нефти (более 500 сСт)?
Да, но с ограничениями. Для высоковязкой нефти требуется предварительный подогрев до 60–80°C для снижения вязкости до рабочего диапазона, а также увеличение мощности ультразвукового поля. Стандартные проточные реакторы могут не справиться с прокачкой такой среды, поэтому требуются специальные шнековые насосы и реакторы с увеличенным сечением. В таких случаях мы рекомендуем проводить пилотные испытания на месте, так как лабораторные модели могут не учесть реологию конкретной нефти.
Требуется ли специальное разрешение для эксплуатации ультразвукового оборудования?
Само по себе ультразвуковое оборудование не относится к категории особо опасных производственных объектов (ОПО) и не требует лицензии Ростехнадзора на эксплуатацию, если оно не является частью сосудом под давлением выше определенных параметров. Однако, если установка работает под давлением или с легковосплаенимыми жидкостями, она должна соответствовать общим требованиям промышленной безопасности. Наличие сертификата ЕАС является обязательным условием для легальной эксплуатации на территории РФ и стран ЕАЭС.
Насколько сложно обслуживать такие установки?
Обслуживание минимально и сводится к визуальному осмотру герметичности соединений, проверке уровня масла в трансформаторах (если есть) и контролю электрических параметров. Замена излучателей производится редко и не требует сложного инструмента. Главное требование — квалификация персонала: электрик должен понимать принципы работы высокочастотных генераторов. Производители обычно предоставляют подробные видеоинструкции и проводят онлайн-обучение для сотрудников заказчика.
Заключение: стратегический выбор для устойчивого развития
Внедрение технологий ультразвукового деэмульгирования в 2026 году — это не просто дань моде на «зеленые» технологии, а прагматичное бизнес-решение. Оно позволяет снизить операционные расходы, избавиться от зависимости от химических реагентов и решить проблему утилизации отходов с максимальной выгодой. Рынок предлагает зрелые, проверенные решения, способные работать в самых суровых условиях. Ключ к успеху лежит в тщательном анализе исходных данных, правильном выборе типа оборудования и партнерстве с надежным поставщиком, обладающим реальным опытом и референс-листом.
Не откладывайте модернизацию на потом: каждый день работы по старым технологиям — это упущенная прибыль и растущие экологические риски. Оцените потенциал вашего производства, проведите аудит текущих потерь и рассмотрите варианты внедрения физических методов очистки. Если вы готовы обсудить детали проекта, подобрать конфигурацию оборудования под ваши задачи или запросить коммерческое предложение, свяжитесь с нами сегодня. Наши эксперты помогут вам пройти путь от идеи до запуска установки, обеспечив максимальную эффективность инвестиций.
Для получения дополнительной информации о возможностях переработки различных типов углеводородного сырья рекомендуем ознакомиться с нашим материалом полное руководство по утилизации нефтешламов, где подробно разобраны методики и нормативная база.