
Купить постоянный ультразвук завод в Китае
2026-04-28
- Почему промышленный ультразвук из Китая — это выбор №1 для нефтепереработки в 2026 году
- Технические параметры: как выбрать мощность и частоту под вашу задачу
- Сравнение технологий: ультразвук против химических реагентов и термообработки
- Риски импорта и логистика: как избежать проблем с таможней и сервисом
- Реальный опыт внедрения: цифры и факты
- Часто задаваемые вопросы
Почему промышленный ультразвук из Китая — это выбор №1 для нефтепереработки в 2026 году
Покупка установки ультразвуковой деэмульсации напрямую у китайского завода позволяет сократить капитальные затраты на 35–45% по сравнению с европейскими аналогами, сохраняя при этом эффективность разделения эмульсий на уровне 98%. Рынок промышленный ультразвук в 2026 году демонстрирует смещение производственных мощностей в Азию, где локализация цепочек поставок и доступ к редкоземельным магнитам для генераторов обеспечивают беспрецедентное соотношение цены и надежности. Однако ключевой риск заключается не в цене оборудования, а в отсутствии технической поддержки после продажи: многие трейдеры продают «коробки», не понимая физики процесса. Мы рекомендуем закупать оборудование только у производителей с собственным инженерным отделом, способных адаптировать частоту и мощность под конкретную вязкость вашей нефтяной эмульсии.
Технические параметры: как выбрать мощность и частоту под вашу задачу
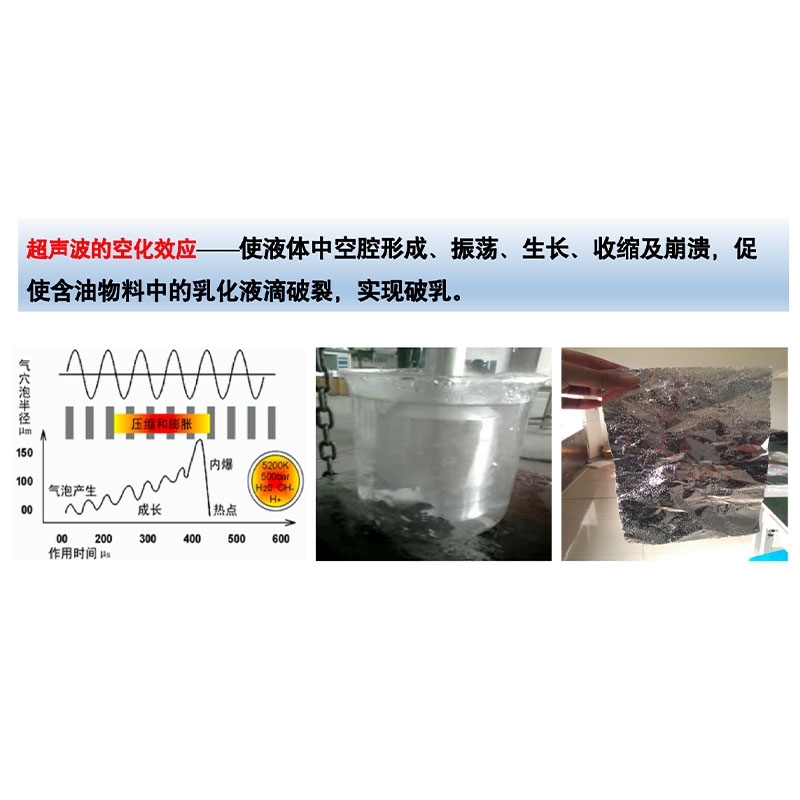
В нашей практике мы видели, как компании теряли до 20% бюджета, покупая универсальные установки «на все случаи жизни». Промышленный ультразвук — это не магия, а точная физика кавитации. Для эффективного разрушения стойких водонефтяных эмульсий критически важны два параметра: рабочая частота (кГц) и удельная мощность (Вт/л). Низкие частоты (18–25 кГц) создают крупные кавитационные пузыри, идеальные для грубой очистки тяжелых нефтей и шлама. Высокие частоты (40–100 кГц) генерируют миллионы мелких пузырей, необходимых для глубокой полировки товарной нефти перед сдачей на трубопровод.
Типичная ошибка закупщиков — ориентация только на общую мощность генератора в кВт без учета объема реактора. Установка мощностью 10 кВт в баке объемом 5 м³ создаст эффект «кипения» и перегрева, но не обеспечит равномерного поля деэмульсации. Напротив, та же мощность в объеме 50 м³ окажется бесполезной. Оптимальная плотность энергии должна составлять 15–25 Вт на литр обрабатываемой среды в зоне действия излучателей. Если производитель не может предоставить расчет энергоплотности для вашего резервуара, это красный флаг.
Компания ООО Цзянсу Анькэ Экологические Технологии решает эту проблему за счет модульной конструкции своих установок. Вместо одного мощного генератора они используют каскад излучателей, распределенных по высоте реактора, что гарантирует однородность ультразвукового поля даже в емкостях объемом до 100 м³. Их оборудование оснащено системой автоматической подстройки частоты (АПЧ), которая компенсирует изменения вязкости сырья в реальном времени. Это особенно важно при переработке нестабильной нефти, когда параметры входа меняются в течение смены.
При выборе модели обязательно требуйте протокол испытаний с реальными показателями содержания воды и механических примесей на входе и выходе. Сертификаты ISO 9001 хороши для отчетности, но только тестовый прогон на вашем сырье даст ответ. Уточняйте материал волноводов: для агрессивных сред с высоким содержанием сероводорода титановые сплавы обязательны, сталь быстро подвергнется кавитационной эрозии.
Сравнение технологий: ультразвук против химических реагентов и термообработки
Традиционные методы обезвоживания требуют огромных затрат энергии на подогрев и постоянных закупок дорогих деэмульгаторов. Ультразвуковая технология меняет экономику процесса, устраняя необходимость в высоких температурах и сокращая расход химии на 70–90%. Ниже приведено детальное сравнение методов для типовой установки производительностью 50 м³/час.
| Параметр сравнения | Термохимический метод (Традиционный) | Промышленный ультразвук (Физический метод) |
|---|---|---|
| Энергопотребление | Высокое (нагрев до 60–80°C): 45–60 кВт·ч на м³ | Низкое (работа при 30–40°C): 8–12 кВт·ч на м³ |
| Расход реагентов | 50–100 г/м³ (зависит от типа нефти) | 5–10 г/м³ (только для финальной полировки) |
| Качество товарной нефти | Остаточная вода 0.5–1.0%, риск повторной эмульсации | Остаточная вода <0.1%, стабильная структура |
| Капитальные затраты (CAPEX) | Средние (требуется сложная система теплообменников) | Выше на старте, но окупаемость 12–18 месяцев |
| Экологический след | Высокий (утилизация отработанных реагентов) | Минимальный (чистая физика, нет вторичных отходов) |
Один из наших клиентов в Западной Сибири столкнулся с ситуацией, когда замена старых термоотстойников на ультразвуковые установки позволила снизить температуру сепарации с 75°C до 35°C. Это не только сэкономило газ на подогрев, но и решило проблему коррозии труб, которая ускоряется при высоких температурах. Важно понимать: ультразвук не всегда полностью заменяет химию, но он сводит её использование к минимуму, делая процесс управляемым.
Выбор в пользу ультразвука оправдан, если стоимость энергоресурсов в вашем регионе превышает $0.08 за кВт·ч или если экологические нормы ограничивают сброс химических стоков. В условиях ужесточения стандартов ГОСТ и международных требований к качеству нефти, физический метод становится единственным способом гарантировать стабильность параметров продукта без постоянных лабораторных корректировок.
Риски импорта и логистика: как избежать проблем с таможней и сервисом
Заказ оборудования из Китая несет специфические риски, связанные с сертификацией и адаптацией под местные сети. Главная проблема — несоответствие электрических стандартов. Китайские заводы часто поставляют оборудование на 380В/50Гц с китайской вилкой или клеммами, не прошедшими адаптацию под российские условия эксплуатации (-40°C зимой). Мы настоятельно требуем, чтобы в контракт был включен пункт о «холодном исполнении» (климатическое исполнение УХЛ1 по ГОСТ 15150), включая подогрев шкафов управления и использование морозостойких кабелей.
Сертификация EAC (Евразийское соответствие) обязательна для ввода оборудования в эксплуатацию на промышленных объектах РФ и стран СНГ. Многие мелкие фабрики предлагают «серые» схемы ввоза как запчасти, что лишает вас гарантии и права на официальное обслуживание. Проверяйте наличие действующего сертификата ТР ТС 010/2011 «О безопасности машин и оборудования» еще на этапе переговоров. Отсутствие этого документа приведет к простою линии на месяцы.
Логистика тяжелого промышленного оборудования требует тщательного планирования. Ультразвуковые реакторы часто имеют нестандартные габариты. Ошибка в расчетах веса брутто может привести к тому, что контейнер превысит допустимую нагрузку на ось при автомобильной доставке до объекта. Всегда запрашивайте упаковочный лист (Packing List) с точными размерами и весом каждого места до оплаты депозита. Также убедитесь, что завод предоставляет подробные чертежи фундаментов на русском языке, так как вибрационные нагрузки от мощных излучателей требуют специального армирования основания.
Что касается сервиса, то дистанционная диагностика через IoT-модули стала стандартом отрасли. Современные установки, такие как разработки ООО Цзянсу Анькэ Экологические Технологии, позволяют инженерам завода в Китае подключаться к контроллеру вашей установки для настройки параметров удаленно. Это критически важно: ожидание визита специалиста в течение двух недель из-за визовых вопросов недопустимо для непрерывного производства. Убедитесь, что интерфейс панели управления переведен на русский язык и документация включает пошаговые алгоритмы устранения типовых неисправностей.
Реальный опыт внедрения: цифры и факты
Внедрение ультразвуковых систем на предприятиях группы CNPC и Sinopec показало, что ресурсное использование загрязненной нефти возможно без вторичного загрязнения окружающей среды. На одном из нефтеперерабатывающих заводов установка мощностью 45 кВт позволила перерабатывать 120 тонн нефтешлама в сутки, возвращая в цикл до 85% чистой нефти. При этом срок службы мембран и излучателей составил более 30 000 часов непрерывной работы, что опровергает миф о «недолговечности» китайских компонентов при правильном подборе материалов.
Ключевой фактор успеха — интеграция установки в существующий технологический цикл без остановки производства. Монтаж занимает 3–5 дней и требует лишь врезки в трубопровод подачи эмульсии. Мы рекомендуем начинать с пилотного проекта на одной линии, чтобы собрать базовые данные по эффективности для вашей конкретной марки нефти. Это снизит финансовые риски и позволит точно рассчитать ROI перед масштабированием на весь парк резервуаров.
Часто задаваемые вопросы
Какой срок службы ультразвуковых излучателей?
При работе на правильно подобранной частоте и с использованием титановых сплавов ресурс излучателей составляет 25 000 – 35 000 часов. Главный враг — работа «на сухую» или в среде с абразивными частицами без защиты. Обязательно устанавливайте фильтры грубой очистки перед насосом подачи.
Требуется ли специальная подготовка персонала?
Нет, управление полностью автоматизировано. Оператору нужно лишь контролировать давление на входе и температуру. Однако мы рекомендуем провести однодневное обучение для инженеров КИПиА, чтобы они понимали принципы настройки частоты при изменении качества сырья.
Можно ли использовать оборудование во взрывоопасных зонах?
Да, но только при заказе исполнения во взрывозащищенном корпусе (маркировка Ex d IIB T4). Стандартные шкафы управления не подходят для установки непосредственно в зоне добычи. Этот параметр должен быть четко прописан в техническом задании.
Инвестиции в современный промышленный ультразвук — это переход от затратной утилизации отходов к прибыльной рекуперации ресурсов. Правильный выбор поставщика, обладающего реальными патентами и опытом работы с гигантами индустрии, гарантирует не только соответствие экологическим нормам, но и прямую финансовую выгоду с первого месяца эксплуатации. Не рискуйте производством ради экономии на этапе закупки.
Узнать подробнее об ультразвуковых системах деэмульсации и получить коммерческое предложение с расчетом окупаемости для вашего предприятия.
Свяжитесь с нами сегодня для консультации с ведущим инженером-технологом.