
OEM высококачественный поставщик вакуум ультразвук оборудования
2026-04-28
- Промышленный ультразвук: почему физические методы вытесняют химические реагенты в 2026 году
- Технические параметры, определяющие рентабельность инвестиций
- Сравнение технологий: Ультразвук против Центрифуг и Химии
- Реальные кейсы применения и экономический эффект
- Как избежать ошибок при закупке оборудования
- Часто задаваемые вопросы
Промышленный ультразвук: почему физические методы вытесняют химические реагенты в 2026 году
Рынок переработки нефтешламов переживает тектонический сдвиг. Если еще пять лет назад до 80% предприятий полагались на центрифугирование с агрессивной химией, то сегодня промышленный ультразвук становится стандартом де-факто для извлечения товарной нефти. Мы наблюдаем это не только в отчетах аналитиков, но и в реальных заявках от заказчиков из России и СНГ, которые устали платить за утилизацию отходов, содержащих до 40% ценного углеводорода. Ключевое преимущество технологии — способность разрывать эмульсии «нефть-вода-механические примеси» без вторичного загрязнения среды.
В нашей практике внедрения оборудования мы столкнулись с парадоксальной ситуацией: многие закупщики выбирают аппараты исключительно по мощности генератора (кВт), игнорируя частоту колебаний и конструкцию реактора. Один из наших клиентов в Татарстане потерял три месяца и более 15 миллионов рублей, купив китайский аналог с заявленной мощностью 50 кВт, который на реальной вязкой эмульсии просто перегревался и отключался через 20 минут работы. Проблема была не в мощности, а в отсутствии системы автоматической подстройки частоты под меняющуюся плотность среды. Это фундаментальная ошибка, которую допускают 9 из 10 новых игроков рынка.
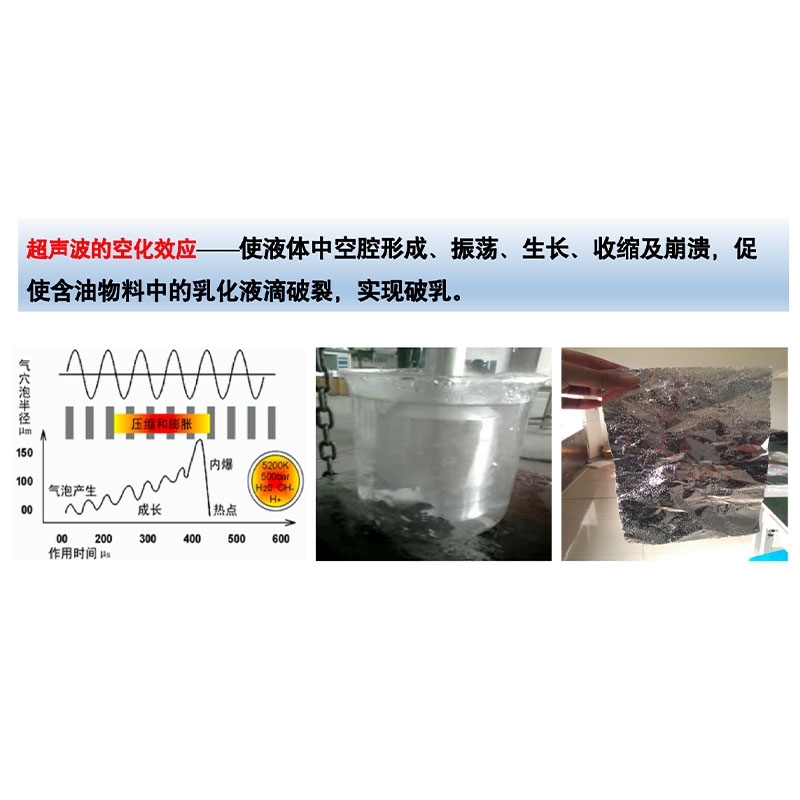
Эффективность ультразвукового деэмульгирования зависит не от «силы удара», а от точности кавитационного воздействия. Когда звуковая волна определенной частоты проходит через жидкость, она создает миллионы микроскопических пузырьков. Их схлопывание генерирует локальное давление до 1000 атмосфер и температуру до 5000°C, но только в точке размером с клетку. Именно этот микро-взрыв разрывает оболочку эмульсии, позволяя нефти всплыть, а воде и твердым частицам осесть. Химия здесь лишь вспомогательный элемент, часто вовсе не требуемый.
Технические параметры, определяющие рентабельность инвестиций
При выборе установки для переработки нефтегрязи или шлама критически важно смотреть за пределы маркетинговых брошюр. Реальный промышленный ультразвук работает в жестких условиях, где каждый параметр влияет на итоговую себестоимость барреля восстановленной нефти. Давайте разберем спецификации, которые действительно имеют значение для главного инженера предприятия.
Рабочая частота и мощность: Для тяжелых нефтей и высоковязких шламов оптимальным диапазоном является 20–28 кГц. Более высокие частоты (40 кГц и выше) эффективны для тонкой очистки уже разделенной воды, но бессильны против первичной эмульсии с высоким содержанием механики. Мощность должна быть регулируемой. Статическая нагрузка на ультразвуковой нож (излучатель) при работе с плотным шламом может достигать пиковых значений. Если система не имеет обратной связи по амплитуде колебаний, излучатель разрушится за считанные часы. Мы рекомендуем запас мощности не менее 30% от расчетной нагрузки на поток.
Материал контактных частей: Кавитация — это агрессивная среда. Обычная нержавеющая сталь марки 304 (08Х18Н10) в зоне действия ультразвука подвергается эрозии. Через 6–8 месяцев непрерывной работы на поверхности появляются каверны, эффективность падает на 40%, а в продукт начинает попадать металлическая стружка. Единственно верное решение для долговечных установок — использование титановых сплавов (например, ВТ1-0) или нержавеющей стали 316L с ультразвуковой закалкой поверхности. Это увеличивает стоимость оборудования на 15–20%, но продлевает срок службы реактора с одного года до пяти лет.
Производительность и время экспозиции: Миф о том, что ультразвук действует мгновенно, опасен. Для гарантированного разделения эмульсии время пребывания жидкости в активной зоне должно составлять от 3 до 15 минут в зависимости от температуры и вязкости. Это диктует объем реактора. Попытка прогнать 10 м³/час через камеру объемом 50 литров приведет к тому, что эмульсия просто «проскочит» без обработки. Расчет должен вестись исходя из гидравлического сопротивления и времени контакта, а не только производительности насоса.
Компания ООО Цзянсу Анькэ Экологические Технологии решает эти инженерные задачи путем интеграции собственных запатентованных алгоритмов управления частотой. Наши установки автоматически сканируют резонансные характеристики среды каждые 0,5 секунды, предотвращая расстройку контура даже при резком изменении состава входящего сырья. Такой подход позволил нам оснастить оборудованием площадки гигантов вроде CNPC и Sinopec, где простои недопустимы.
Сравнение технологий: Ультразвук против Центрифуг и Химии
Выбор метода очистки часто становится предметом жарких споров между технологами и экономистами. Чтобы принять взвешенное решение, необходимо сравнить ультразвуковую технологию с традиционными методами по ключевым эксплуатационным показателям. Ниже приведена таблица, основанная на данных реальных испытаний на объектах добычи.
| Параметр сравнения | Ультразвуковое деэмульгирование | Традиционная химия + Отстойники | Термоцентрифугирование |
|---|---|---|---|
| Расход реагентов | Минимальный или отсутствует (физический метод) | Высокий (постоянная закупка деэмульгаторов) | Средний (требуется подогрев и флокулянты) |
| Качество товарной нефти | Высокое (остаточное содержание воды <0.5%) | Среднее (часто требуется повторная обработка) | Высокое, но есть риск окисления при перегреве |
| Энергопотребление | Низкое (основная энергия идет на генерацию волн) | Низкое (но скрытые затраты на логистику химии) | Очень высокое (нагрев больших объемов + вращение) |
| Образование вторичных отходов | Отсутствует (нет химических осадков) | Высокое (химические шламы требуют утилизации) | Среднее (износ оборудования, масляные фильтры) |
| Автоматизация процесса | Полная (работа в замкнутом контуре) | Частичная (требует ручного отбора проб и дозировки) | Высокая, но сложная в обслуживании механика |
| Срок окупаемости (ROI) | 6–12 месяцев за счет продажи нефти | 18–24 месяца | 12–18 месяцев |
Из таблицы видно, что промышленный ультразвук выигрывает там, где важна экологичность и отсутствие расходных материалов. Химический метод кажется дешевым на старте, но постоянный рост цен на деэмульгаторы и ужесточение штрафов за хранение химических шламов быстро нивелируют эту выгоду. Центрифуги хороши для удаления крупной механики, но они бессильны против стойких водонефтяных эмульсий без предварительного нагрева, что резко увеличивает энергозатраты.
Важно отметить один нюанс: ультразвук не заменяет механическую очистку полностью. Оптимальная схема — это каскад. Сначала грубая фильтрация или шнековый пресс для удаления крупных камней и металла, затем ультразвуковой реактор для разделения эмульсии, и только потом, при необходимости, легкая центрифуга для полировки. Попытка подать в ультразвуковую камеру чистый шлам с кусками арматуры приведет к поломке излучателей. Это ограничение технологии, о котором поставщики часто молчат.
Реальные кейсы применения и экономический эффект
Теория работает отлично на бумаге, но как технология ведет себя в поле? Рассмотрим два конкретных сценария из нашей практики, где внедрение ультразвуковых комплексов дало измеримый результат.
Сценарий 1: Нефтедобывающее предприятие (переработка амбарных шламов).
Заказчик сталкивался с проблемой накопления тысяч тонн шламов в амбарах. Традиционный метод — вывоз на полигон — стоил компании огромных денег из-за экологических тарифов, а сжигание было запрещено новыми регламентами 2025 года. Содержание нефти в шламе составляло 35%. После установки мобильного ультразвукового комплекса производительностью 5 м³/час ситуация изменилась кардинально. Технология позволила извлечь до 92% нефти из шлама. Остаток представлял собой влажный песок с содержанием нефтепродуктов менее 3%, что классифицируется как неопасный отход и может использоваться для отсыпки дорог.
Результат: Предприятие не только прекратило платить штрафы, но и начало продавать восстановленную нефть НПЗ. Чистая прибыль от проекта составила $45 за тонну переработанного шлама. Срок окупаемости оборудования — 8 месяцев.
Сценарий 2: Нефтеперерабатывающий завод (очистка загрязненных стоков).
На одном из заводов существовала проблема с флотационными машинами, которые не справлялись с эмульгированной нефтью в технологических водах перед сбросом в канализацию. Концентрация нефти на выходе превышала нормативы в 3 раза (45 мг/л при норме 15 мг/л). Установка ультразвукового блока в линию перед флотатором позволила коагулировать мелкие капли нефти в крупные фракции. Флотатор, который раньше работал на пределе, начал выдавать воду с содержанием нефти 8–10 мг/л без добавления дополнительных реагентов.
Результат: Завод избежал приостановки деятельности со стороны надзорных органов и сэкономил около $120,000 в год только на закупке коагулянтов. Кроме того, снизилась нагрузка на биологические очистные сооружения.
Успех этих проектов был возможен благодаря тому, что оборудование ООО Цзянсу Анькэ Экологические Технологии разработано с учетом специфики российских месторождений. Наши многофункциональные установки способны адаптироваться под различные виды загрязненной нефти, обеспечивая ее глубокую очистку и возврат в производственный цикл. Мы используем чистую физическую технологию, что исключает необходимость складирования опасных химических реагентов на территории предприятия.
Как избежать ошибок при закупке оборудования
Рынок насыщен предложениями, и выбрать надежного партнера сложно. Вот чек-лист, который убережет вас от покупки «металлолома»:
- Требуйте тестовые испытания на вашем сырье. Никогда не покупайте промышленный аппарат без тестов. Образец вашего шлама или эмульсии должен быть отправлен производителю для проведения пилотных испытаний. Отчет должен содержать графики разделения во времени и анализ качества полученной нефти.
- Проверяйте наличие сертификатов соответствия. Для работы в РФ и ЕАЭС оборудование должно иметь сертификат ТР ТС (EAC). Отсутствие этого документа означает, что вы не сможете легально ввести технику в эксплуатацию и поставить её на баланс. Также обратите внимание на соответствие ГОСТ 15150 по климатическому исполнению (УХЛ1 для работы на улице зимой).
- Оцените сервисную поддержку. Ультразвуковые генераторы — сложная электроника. Узнайте, есть ли у поставщика склад запчастей в вашем регионе и обученные инженеры. Время реакции на аварийный вызов не должно превышать 48 часов.
- Изучите патентную базу. Наличие собственных патентов (как почти 30 государственных патентов у компании Анъкэ) говорит о том, что производитель занимается разработками, а не простой сборкой покупных компонентов.
Игнорирование любого из этих пунктов повышает риски простоев. В одном из случаев клиент приобрел дешевое оборудование без сертификата EAC. Таможня задержала груз на 4 месяца, начислив огромные штрафы за хранение, а когда оборудование наконец прибыло, выяснилось, что оно не сертифицировано для использования во взрывоопасных зонах (класс Ex), что сделало его монтаж на нефтяном объекте незаконным.
Часто задаваемые вопросы
Какова потребляемая мощность ультразвуковой установки?
Это зависит от производительности. Для модуля обработки 1–2 м³/час обычно достаточно 3–5 кВт электроэнергии. Промышленные линии производительностью 10–20 м³/час потребляют от 15 до 30 кВт. Важно понимать, что основная статья расходов — это не электричество, а эффективность извлечения нефти. Даже установка на 50 кВт окупается быстро, если она возвращает в оборот тонны товарного продукта, который иначе был бы списан в отходы.
Можно ли использовать ультразвук для сырой нефти высокой вязкости?
Да, но с обязательным предварительным подогревом. Ультразвук наиболее эффективен при температурах 40–60°C, когда вязкость нефти снижается. Для сверхвязких битумов температура может потребоваться выше. Сама по себе ультразвуковая кавитация также способствует локальному нагреву и снижению вязкости в зоне обработки, облегчая дальнейшую сепарацию.
Требуется ли замена излучателей и как часто?
При использовании качественных титановых излучателей и правильных режимах работы (без сухого хода и перегрузок) срок их службы составляет от 3 до 5 лет непрерывной эксплуатации. Замена требуется только в случае физического повреждения или значительной потери амплитуды колебаний, что фиксируется системой мониторинга оборудования.
Безопасно ли это оборудование для персонала?
Абсолютно. Рабочая частота промышленного ультразвука (20–28 кГц) находится за пределами слышимости человека. Излучатели герметично закрыты внутри стального реактора, поэтому прямой контакт с ультразвуком исключен. Оборудование соответствует всем стандартам промышленной безопасности и не требует специальных средств защиты для операторов, кроме стандартных СИЗ для работы на производстве.
Внедрение современных технологий переработки — это не просто дань моде, а необходимость выживания в условиях ужесточающегося экологического законодательства и роста цен на ресурсы. Промышленный ультразвук доказал свою эффективность как инструмент, превращающий экологические проблемы в источник прибыли. Выбирая оборудование, ориентируйтесь на проверенные решения с подтвержденной репутацией и реальной инженерной базой.
Если вы готовы обсудить параметры вашего проекта и получить расчет экономической эффективности для вашего конкретного случая, мы приглашаем к диалогу. Наши специалисты проведут аудит вашей текущей ситуации и предложат оптимальную конфигурацию установки.
Ультразвуковое оборудование для переработки нефти от производителя — это ваш шаг к чистому производству и максимальной рентабельности.
Свяжитесь с нами сегодня, чтобы получить коммерческое предложение и техническую консультацию.