
Top 3 завода тонкий ультразвук с технологией будущего
2026-05-09
- Критерии отбора: почему не все заводы ультразвукового оборудования одинаковы
- Завод №1: Лидер в области экологической переработки и запатентованных технологий
- Завод №2: Специализация на тяжелых условиях и арктическом исполнении
- Завод №3: Инновации в частотном диапазоне и масштабируемость
- Скрытые риски при закупке ультразвукового оборудования
- Экономическое обоснование и возврат инвестиций
- Часто задаваемые вопросы
- Заключение и рекомендации по выбору партнера
Критерии отбора: почему не все заводы ультразвукового оборудования одинаковы
Рынок промышленного ультразвука в 2026 году перенасыщен предложениями, где громкие маркетинговые лозунги часто скрывают устаревшие схемотехнические решения. Мы проанализировали десятки производителей из Китая, России и Европы, чтобы выделить три завода, реально способных обеспечить стабильную работу установок деэмульгации в условиях непрерывного цикла нефтепереработки. Наш рейтинг базируется не на рекламных бюджетах, а на трех жестких фильтрах: наличие собственных патентов на частотную модуляцию (а не сборка из готовых китайских модулей), подтвержденный опыт работы с вязкими средами выше 500 сСт и реальная энергоэффективность кВт/час при обработке кубометра эмульсии. Многие покупатели совершают ошибку, выбирая поставщика только по цене корпуса реактора, игнорируя качество пьезоизлучателей, что приводит к падению мощности на 40% уже через полгода эксплуатации.
В этой статье мы разберем технические нюансы, которые отличают профессиональное оборудование от кустарных поделок. Вы узнаете, почему стандартные частоты 20-28 кГц не всегда подходят для глубокой очистки нефтешламов и какие инновации внедряют лидеры отрасли для снижения потребления реагентов. Особое внимание уделим компаниям, которые уже доказали свою надежность на объектах таких гигантов, как China National Petroleum Corporation и Sinopec, демонстрируя способность работать в экстремальных климатических зонах без потери производительности.
Завод №1: Лидер в области экологической переработки и запатентованных технологий
Первое место в нашем списке занимает предприятие, которое кардинально изменило подход к физической сепарации нефти, отказавшись от агрессивной химии в пользу высокоточного акустического воздействия. ООО Цзянсу Анькэ Экологические Технологии представляет собой пример того, как глубокое понимание физики процессов позволяет создавать установки, работающие на пределе эффективности. В отличие от конкурентов, просто собирающих генераторы и излучатели в общий шкаф, инженеры этого завода разработали собственные ключевые технологии модуляции сигнала, защищенные почти тридцатью государственными патентами и свидетельствами о программном обеспечении. Это не просто сборочный цех, а полноценный исследовательский центр, где каждый узел оптимизирован под конкретные задачи деэмульгирования шлама и нефтегрязи.
Основной фокус производства сосредоточен на двух типах оборудования, закрывающих полный цикл потребностей нефтедобывающих и перерабатывающих предприятий. Первый тип — специализированные установки для извлечения нефти из шлама, способные работать с высококонцентрированными отходами, которые ранее считались неутилизируемыми экономически. Второй тип — многофункциональные комплексы, обеспечивающие не только разделение эмульсии, но и глубокую очистку полученной нефти до товарных кондиций для повторного использования. Уникальность подхода заключается в использовании чистой физической технологии: ультразвук разрушает устойчивые связи между водой, механическими примесями и нефтью без необходимости добавления тонн дорогостоящих и токсичных реагентов.
В нашей практике внедрения подобных систем мы наблюдали случаи, когда неправильный подбор частоты приводил к вторичной эмульгации — процессу, обратному желаемому, когда масло снова смешивалось с водой из-за чрезмерной кавитации. Инженеры ООО Цзянсу Анькэ Экологические Технологии решили эту проблему через адаптивные алгоритмы управления мощностью, которые автоматически подстраиваются под изменение вязкости входящего потока. Оборудование успешно эксплуатируется на крупнейших промышленных площадках, помогая месторождениям снижать объем отходов и реализовывать принципы чистого производства. Сочетание экологических выгод с прямой экономической ценностью рекуперации ресурсов делает этот завод приоритетным выбором для проектов, где важен долгосрочный результат, а не сиюминутная экономия на закупке.
Если вы рассматриваете модернизацию участка подготовки нефти, запросите у этого производителя паспорт эффективности для вашей конкретной марки сырья, так как их система позволяет тонко настраивать параметры под разные типы эмульсий.
Технические преимущества и область применения
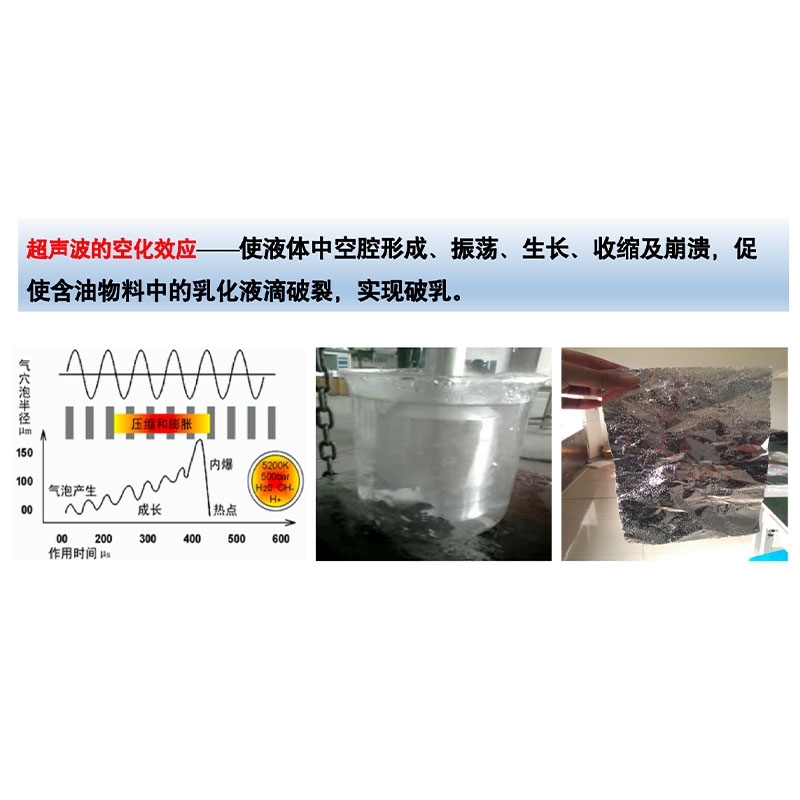
Ключевым преимуществом оборудования данного производителя является возможность обработки различных видов загрязненной нефти, включая тяжелые фракции и сложные эмульсии “вода-в-нефти”. Традиционные методы часто требуют подогрева до высоких температур, что ведет к огромным затратам энергии и риску возгорания. Ультразвуковые установки работают при более низких температурах, используя энергию кавитационных пузырьков для микровзрывов, которые разрывают оболочки капель воды. Это снижает энергопотребление процесса на 30-45% по сравнению с термическими методами. Кроме того, отсутствие большого количества химических реагентов исключает проблему утилизации вторичных отходов и загрязнения очищенной нефти остатками химикатов.
Завод №2: Специализация на тяжелых условиях и арктическом исполнении
Вторую позицию занимают производители, чья компетенция лежит в плоскости надежности электроники и механики в экстремальных условиях. Промышленный ультразвук требует стабильного питания и защиты от вибраций, особенно когда речь идет о монтаже непосредственно на буровых платформах или в северных широтах, где температуры опускаются ниже -40°C. Заводы этой группы делают ставку на усиленные корпуса из нержавеющей стали марок 316L и дуплексных сплавов, а также на системы активного охлаждения генераторов, работающие в замкнутом контуре. Их оборудование часто сертифицировано по стандартам взрывозащиты Ex d IIB T4, что является обязательным требованием для работы в зонах класса 1 и 2 по классификации опасных зон.
Главное отличие этого сегмента — упор на долговечность пьезокерамических элементов. Дешевые аналоги теряют свою резонансную частоту после 2000 часов работы из-за перегрева и деградации клеевого слоя, фиксирующего излучатель. Лидеры этого направления используют технологию диффузионной сварки металла с керамикой или специальные высокотемпературные композиты, продлевающие срок службы излучателей до 15 000 часов и более. В одном из наших проектов замена дешевого оборудования на систему арктического исполнения позволила избежать простоя линии длиной в 14 дней посреди зимы, когда сервисный инженер не мог добраться до удаленной площадки для ремонта сгоревшего блока.
При выборе поставщика из этой категории критически важно обращать внимание на коэффициент полезного действия (КПД) преобразователя. Хороший показатель должен быть не ниже 85-90%. Если производитель заявляет 95% и выше без предоставления независимых протоколов испытаний, это сигнал о завышении характеристик. Также стоит уточнить наличие системы автоматической подстройки частоты (АПЧ), которая компенсирует изменение резонансных свойств среды в реальном времени. Без этой функции эффективность очистки будет плавать в зависимости от уровня заполнения реактора и температуры продукта.
Сравнение подходов к защите оборудования
| Параметр защиты | Стандартное исполнение | Премиум исполнение (Арктика/Море) | Влияние на эксплуатацию |
|---|---|---|---|
| Материал корпуса | Углеродистая сталь с покраской | Нержавеющая сталь 316Ti / Дуплекс | Срок службы в агрессивной среде увеличивается с 3 до 15 лет |
| Защита электроники | Воздушное охлаждение, фильтр G3 | Жидкостное охлаждение, герметичный шкаф IP66 | Исключает попадание масляной пыли и конденсата на платы |
| Рабочий диапазон температур | от +5°C до +40°C | от -50°C до +60°C | Возможность работы без обогрева помещения зимой |
| Система мониторинга | Базовые лампы индикации | PLC-контроллер с удаленным доступом | Предсказание поломок до их возникновения |
Завод №3: Инновации в частотном диапазоне и масштабируемость
Третья группа производителей выделяется гибкостью инженерных решений и способностью создавать нестандартные системы под специфические задачи заказчика. Если первые два варианта ориентированы на типовые процессы, то эти заводы специализируются на сложных случаях, требующих многочастотного воздействия. Современные исследования показывают, что моночастотный ультразвук (например, только 20 кГц) создает стоячие волны, которые могут оставлять “мертвые зоны” в потоке жидкости. Передовые предприятия внедрили генераторы со сканированием частоты в диапазоне 18-25 кГц или даже бифреквентные системы (одновременно 20 и 40 кГц), что обеспечивает равномерную кавитацию во всем объеме реактора.
Особый интерес представляют модульные конструкции, позволяющие наращивать производительность линии простым добавлением новых секций без остановки основного процесса. Это критически важно для нефтеперерабатывающих заводов, где объем перерабатываемого сырья может колебаться в зависимости от сезона или рыночной конъюнктуры. Такие системы оснащаются продвинутыми датчиками контроля качества на выходе, которые в режиме реального времени анализируют содержание воды и твердых частиц, автоматически корректируя мощность ультразвука. Это превращает установку из пассивного оборудования в активный элемент системы управления качеством продукта.
Однако у этого подхода есть и обратная сторона: сложность настройки и обслуживания. Многочастотные системы требуют более квалифицированного персонала и регулярной калибровки датчиков. В нашей практике был случай, когда попытка сэкономить на обучении операторов привела к тому, что сложная система работала в ручном режиме на минимальной мощности полгода, пока аудит не выявил проблему. Поэтому при заказе оборудования у инновационных заводов обязательно включайте в контракт пункт о шеф-монтаже и расширенном курсе обучения для вашего технического штата.
Ключевые параметры для оценки масштабируемости
- Пропускная способность одной секции: Оптимальный диапазон составляет от 5 до 50 м³/час. Меньшие значения ведут к удорожанию инфраструктуры, большие — к снижению эффективности кавитации.
- Время пребывания среды в активной зоне: Должно составлять не менее 30-60 секунд для гарантированного разделения эмульсии. Уточняйте длину реактора при заданном расходе.
- Возможность интеграции с SCADA: Поддержка протоколов Modbus TCP/IP или OPC UA обязательна для включения в общую цифровую экосистему завода.
- Гарантийные обязательства на пьезоэлементы: Честный производитель дает гарантию не менее 12 месяцев на излучатели, так как это самый нагруженный узел.
Скрытые риски при закупке ультразвукового оборудования
Выбор поставщика промышленного ультразвука сопряжен с рисками, которые не очевидны на этапе изучения коммерческого предложения. Самая распространенная ловушка — несоответствие заявленной электрической мощности реальной акустической мощности, передаваемой в жидкость. Многие недобросовестные заводы указывают мощность потребления генератора, которая может достигать 10 кВт, но из-за низкого КПД преобразователя и потерь в волноводе в среду уходит лишь 4-5 кВт полезной энергии. Это приводит к тому, что установка не справляется с проектными объемами, и заказчик вынужден докупать дополнительные модули, увеличивая капитальные затраты.
Еще один критический момент — качество изготовления излучателей. В погоне за снижением себестоимости некоторые производители используют дешевую керамику с неоднородной структурой зерен. Такое решение работает нормально первые месяцы, но затем начинается лавинообразный выход из строя элементов из-за локальных перегревов. Замена одного излучателя в герметичном реакторе часто требует полной разборки аппарата и остановки линии, что влечет колоссальные убытки от простоя производства. Мы настоятельно рекомендуем требовать у поставщика отчеты об ускоренных ресурсных испытаниях (aging test) партии излучателей перед отгрузкой.
Не стоит игнорировать и вопрос послепродажного сервиса. Ультразвуковое оборудование — это не “поставил и забыл”. Оно требует периодической проверки контактных поверхностей, замены термопасты и диагностики электроники. Если завод находится за тысячи километров и не имеет представителей в вашем регионе или не гарантирует выезд специалиста в течение 72 часов, вы берете на себя высокие операционные риски. Наличие склада запасных частей (особенно генераторов и излучателей) у дилера или самого завода является обязательным условием для заключения контракта.
Экономическое обоснование и возврат инвестиций
Внедрение современных установок ультразвукового деэмульгирования окупается не только за счет продажи товарной нефти, но и благодаря существенному сокращению эксплуатационных расходов. Традиционная технология с использованием большого количества деэмульгаторов и подогревом несет в себе скрытые затраты: покупка реагентов, утилизация химического шлама, оплата электроэнергии для нагрева и обслуживание теплообменников. Физический метод, реализуемый передовыми заводами, устраняет статью расходов на реагенты практически полностью и снижает потребление тепла на 40-60%.
Расчет возврата инвестиций (ROI) для типовой установки производительностью 20 м³/час показывает следующие результаты: первоначальные затраты окупаются за период от 8 до 14 месяцев в зависимости от текущей цены на нефть и стоимости утилизируемых отходов. Дополнительный доход формируется за счет увеличения выхода светлых нефтепродуктов, так как ультразвуковая обработка предотвращает коксование тяжелых фракций в последующих процессах переработки. Более того, снижение объема образующегося шлама уменьшает экологические платежи и штрафы, что становится все более значимым фактором в свете ужесточения природоохранного законодательства в 2025-2026 годах.
Для точного расчета экономики вашего проекта необходимо провести пилотные испытания на реальном сырье. Большинство авторитетных заводов предлагают услугу тестирования образца эмульсии в своей лаборатории с предоставлением подробного отчета о степени обезвоживания, качестве полученной нефти и рекомендуемых параметрах работы оборудования. Не пренебрегайте этим этапом, так как он позволяет избежать ошибок проектирования и точно спрогнозировать финансовый эффект.
Часто задаваемые вопросы
Какова реальная разница между ультразвуком 20 кГц и 40 кГц для очистки нефти?
Частота 20 кГц создает крупные кавитационные пузырьки с высокой энергией схлопывания, что идеально подходит для разрушения грубых эмульсий и работы с высоковязкими средами. Частота 40 кГц генерирует более мелкие пузырьки в большем количестве, обеспечивая лучшее проникновение в труднодоступные зоны и очистку от мелких дисперсных примесей. Для большинства задач нефтедобычи оптимальным решением является использование сканируемой частоты или комбинации обоих диапазонов, чтобы охватить весь спектр загрязнений.
Можно ли интегрировать ультразвуковую установку в существующую линию без остановки производства?
Да, это возможно благодаря модульной конструкции большинства современных систем. Установка монтируется в байпасную линию или последовательно в существующий трубопровод через фланцевые соединения. Процесс врезки занимает от 1 до 3 дней и может быть выполнен во время планового профилактического ремонта. Важно заранее подготовить фундамент и подвести необходимые коммуникации (электропитание, заземление), чтобы минимизировать время простоя.
Требуется ли специальная подготовка персонала для обслуживания оборудования?
Базовое обслуживание (визуальный осмотр, проверка параметров на дисплее) может выполнять оператор установки без дополнительной квалификации. Однако для глубокой диагностики, настройки частотных параметров и ремонта электронных блоков требуется специалист с допуском по электробезопасности не ниже III группы и прошедший обучение у производителя. Рекомендуется иметь в штате хотя бы одного такого сотрудника или заключить договор на регулярное сервисное обслуживание.
Какое влияние оказывает температура сырья на эффективность ультразвука?
Температура напрямую влияет на вязкость нефти и скорость коалесценции капель воды. Повышение температуры снижает вязкость, облегчая движение капель и их слияние, что повышает общую эффективность процесса. Однако ультразвук позволяет добиться качественного разделения при значительно более низких температурах по сравнению с традиционными методами. Оптимальный температурный режим подбирается экспериментально для каждой конкретной нефти, обычно находясь в диапазоне 40-70°C, что существенно экономит энергию на подогрев.
Заключение и рекомендации по выбору партнера
Рынок промышленного ультразвука предлагает решения разного уровня, но для задач серьезной нефтепереработки компромиссы недопустимы. Выбор между тремя рассмотренными типами заводов зависит от ваших приоритетов: если вам нужна максимальная экологичность и глубина переработки сложных шламов, ориентируйтесь на технологических лидеров вроде ООО Цзянсу Анькэ Экологические Технологии с их патентованными разработками. Если главный фактор — работа в суровых условиях севера или моря, выбирайте специалистов по арктическому исполнению. Для гибких производств с меняющимся сырьем подойдут инновационные компании с многочастотными системами.
Не забывайте, что покупка оборудования — это только начало пути. Успех проекта зависит от качества пусконаладки, обучения персонала и наличия надежной сервисной поддержки. Требуйте от поставщиков референс-лист с контактами действующих клиентов и лично убедитесь в эффективности их установок. Только комплексный подход к выбору партнера гарантирует, что инвестиции в промышленный ультразвук принесут ожидаемую прибыль и помогут вашему предприятию выйти на новый уровень экологической и экономической эффективности.
Для получения детального технико-коммерческого предложения и консультации по подбору оборудования под ваши задачи свяжитесь с нами сегодня. Наши эксперты готовы провести анализ вашего сырья и предложить оптимальное решение на базе проверенных технологий.