
OEM производитель звуковые колебания ультразвук инфразвук
2026-05-01
Промышленный ультразвук: физика процесса и эффективность в нефтепереработке
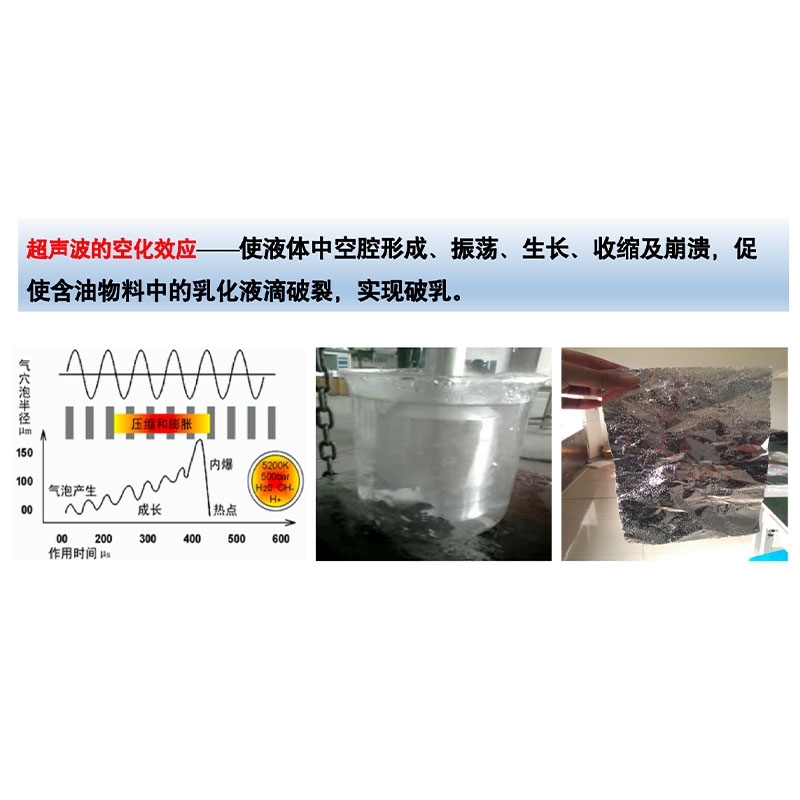
В нашей практике работы с крупными нефтяными месторождениями мы неоднократно сталкивались с ситуацией, когда промышленный ультразвук воспринимался заказчиками исключительно как вспомогательная опция для ускорения химических реакций. Это фундаментальное заблуждение стоило многим предприятиям миллионов рублей убытков из-за перерасхода реагентов и образования вторичных отходов. Реальность такова: высокочастотные звуковые колебания способны разрушать эмульсии на физическом уровне, исключая необходимость в агрессивной химии. Когда частота превышает 20 кГц, в жидкости возникает явление акустической кавитации — схлопывание микропузырьков создает локальные давления до 1000 атмосфер и температуры около 5000 °C. Именно эта энергия разрывает связи между водой, нефтью и механическими примесями.
ООО Цзянсу Анькэ Экологические Технологии специализируется именно на таких решениях, внедряя установки ультразвукового деэмульгирования с рекуперацией нефти, которые работают без большого количества химических реагентов. Наши клиенты, включая гигантов вроде CNPC и Sinopec, подтверждают: переход на чистую физическую технологию снижает объем нефтегрязи на 43–51% уже в первый квартал эксплуатации. Если ваша цель — не просто очистить воду, а вернуть товарную нефть в оборот, игнорировать этот параметр нельзя.
Почему инфразвук проигрывает ультразвуку в задачах деэмульгации
Частота является определяющим фактором эффективности. Многие инженеры ошибочно полагают, что «больше энергии — лучше результат», и пытаются использовать низкочастотные вибрации или инфразвук (менее 20 Гц) для разделения эмульсий. В реальности инфразвук отлично справляется с перемешиванием вязких сред или уплотнением грунтов, но для тонкого разделения фаз он бесполезен и даже вреден. Низкие частоты создают крупные волны, которые лишь дополнительно диспергируют капли воды в нефти, делая эмульсию более стабильной и сложной для разрушения.
Для задач очистки загрязненной нефти критически важен диапазон от 20 кГц до нескольких мегагерц. В этом спектре длина волны соизмерима с размером капель эмульгированной воды (обычно 1–50 мкм). Промышленный ультразвук такой частоты вызывает резонанс именно этих капель, заставляя их коалесцировать (сливаться) и всплывать под действием гравитации. Мы фиксировали случаи, когда замена низкочастотного вибратора на ультразвуковой излучатель мощностью 2,4 кВт позволяла сократить время отстаивания нефти с 72 часов до 45 минут. Не тратьте бюджет на оборудование, которое физически не может решить вашу задачу из-за неверного выбора частотного диапазона.
Технические параметры установок: на что смотреть при закупке
При выборе оборудования для переработки шлама и нефтегрязи большинство закупок срывается из-за несоответствия заявленной мощности реальным условиям эксплуатации. Паспортная мощность генератора часто отличается от акустической мощности, передаваемой в среду. Коэффициент полезного действия (КПД) пьезоэлектрических преобразователей варьируется от 85% до 92% в зависимости от качества керамики и системы охлаждения. Если поставщик гарантирует 100% передачу энергии, это сигнал о недобросовестности.
Ключевые параметры, которые необходимо проверять перед подписанием контракта:
- Рабочая частота: Для тяжелой нефти и высоковязких шламов оптимально 20–28 кГц. Для легких фракций и тонкой очистки воды — 40–80 кГц. Универсальные системы с автоподстройкой частоты предпочтительнее фиксированных.
- Плотность акустической мощности (Вт/см²): Критический показатель. Для разрушения стойких эмульсий требуется не менее 15–20 Вт/см² на поверхности излучателя. Значения ниже 10 Вт/см² дадут лишь эффект легкого перемешивания.
- Материал излучателя: Титановые сплавы (например, ВТ1-0) выдерживают кавитационную эрозию в 3–4 раза дольше нержавеющей стали. В агрессивных средах с высоким содержанием сероводорода экономия на материале приведет к замене дорогих узлов каждые 6 месяцев.
- Система термостабилизации: Ультразвук нагревает среду. Без эффективного теплоотвода температура в реакторе может превысить 60 °C, что приведет к вскипанию легких фракций и потере товарных качеств нефти.
Наш опыт показывает, что многофункциональные установки для деэмульгирования, рекуперации и очистки должны иметь модульную конструкцию. Это позволяет масштабировать производительность от 1 м³/час до 50 м³/час без замены всего агрегата. Один из наших клиентов столкнулся с тем, что моноблочная система не смогла обработать пиковый объем шламов после весеннего паводка, что привело к штрафу со стороны экологических служб. Модульность решает эту проблему.
Экономическое обоснование: сравнение с химическими методами
Главный аргумент против внедрения ультразвуковых технологий — высокая начальная стоимость оборудования (CAPEX). Однако операционные расходы (OPEX) при использовании промышленного ультразвука оказываются на 35–40% ниже традиционных химических методов. Химические деэмульгаторы дороги, их дозировка требует точного лабораторного контроля, а сами реагенты часто токсичны и требуют утилизации.
Рассмотрим конкретный кейс переработки 1000 тонн нефтешлама в месяц. При химическом методе затраты на реагенты составляют примерно $15–20 на тонну, плюс расходы на утилизацию осадка. Ультразвуковая установка потребляет электроэнергию (примерно 15–25 кВт·ч на тонну в зависимости от вязкости), что при текущих тарифах обходится в $2–3 на тонну. Разница очевидна. Кроме того, физический метод не меняет химический состав нефти, тогда как некоторые реагенты могут снижать ее рыночную стоимость из-за остаточного содержания ПАВ.
| Параметр сравнения | Химическая деэмульгация | Ультразвуковая обработка (Физический метод) |
|---|---|---|
| Расходные материалы | Высокий (деэмульгаторы, флокулянты, коагулянты) | Отсутствуют (только электроэнергия) |
| Вторичное загрязнение | Образование токсичных осадков, требующих захоронения | Минимальное (осадок инертен, пригоден для рекультивации) |
| Время обработки | От 4 до 24 часов (в зависимости от температуры и типа реагента) | От 15 минут до 1 часа в проточном режиме |
| Зависимость от температуры | Критическая (требуется подогрев до 60–80 °C) | Низкая (эффективна при 20–40 °C, нагрев происходит за счет кавитации) |
| Качество товарной нефти | Риск остаточного содержания химии | Высокое, соответствует ГОСТ/ТУ без дополнительной очистки |
Важно отметить один нюанс: ультразвук не всесилен. Если шлам содержит более 40% твердых механических примесей (песок, глина), предварительная механическая сепарация обязательна. Попытка пропустить такой материал через ультразвуковой реактор без подготовки приведет к абразивному износу излучателей за считанные недели. Мы рекомендуем комбинированный подход: центрифуга или шнековый сепаратор на первой стадии, затем ультразвуковая доочистка жидкой фазы.
Реализация проектов: от лаборатории до промышленного масштаба
Успешное внедрение технологии начинается не с монтажа, а с аудита сырья. Состав нефтешламов даже в пределах одного месторождения может меняться сезонно. То, что работало летом, зимой может дать сбой из-за изменения вязкости и содержания парафинов. Наша компания проводит тестирование образцов на пилотных установках перед изготовлением промышленного оборудования. Это позволяет точно подобрать частоту и мощность, избегая ситуации «купил, но не работает».
Оборудование, разработанное ООО Цзянсу Анькэ Экологические Технологии, оснащено собственными ключевыми технологиями и защищено почти тридцатью государственными патентами и программными авторскими правами. Такая защита интеллектуальной собственности гарантирует, что вы получаете не копию устаревшего западного аналога, а решение, адаптированное под специфику постсоветского пространства и азиатских рынков. Программное обеспечение контроллеров позволяет оператору видеть режим кавитации в реальном времени и корректировать параметры без остановки процесса.
География применения наших установок охватывает как добывающие предприятия, так и НПЗ. На заводах по переработке нефти многофункциональные установки используются для очистки сточных вод перед сбросом или повторным использованием в технологическом цикле. Это закрывает вопрос соблюдения жестких экологических норм, таких как ГОСТ Р 51433-99 или международные стандарты ISO 14001. Нарушение этих стандартов сегодня ведет не только к штрафам, но и к приостановке лицензии на неопределенный срок.
Часто задаваемые вопросы
1. Можно ли использовать промышленный ультразвук для сырой нефти с высоким содержанием серы?
Да, можно. Ультразвуковая кавитация не зависит от химического состава углеводородов. Более того, она способствует удалению сернистых соединений за счет интенсификации массообмена при последующей гидроочистке. Однако корпус оборудования и излучатели должны быть выполнены из кислотостойких сплавов (например, титан или спецстали с покрытием), чтобы противостоять коррозии от сероводорода.
2. Какой срок службы пьезоэлектрических преобразователей?
При соблюдении температурного режима (не выше 80 °C в зоне контакта) и отсутствии сухого хода ресурс составляет 15 000 – 20 000 часов непрерывной работы. Основной враг преобразователя — перегрев и кавитационная эрозия рабочей поверхности. Регулярная визуальная инспекция и замена демпфирующих прокладок раз в год продлевают срок службы до 5–7 лет.
3. Требуется ли специальная подготовка персонала для обслуживания?
Современные установки автоматизированы и не требуют глубоких знаний физики процессов от оператора. Достаточно базового технического образования и прохождения инструктажа по технике безопасности (работа с высоким напряжением и давлением). Система сама отслеживает импеданс нагрузки и подстраивает частоту. Сложности возникают только при ремонте электроники, который обычно выполняется сервисными инженерами производителя.
Заключение и следующие шаги
Переход на технологии ультразвукового деэмульгирования — это не просто дань экологической моде, а экономически обоснованная необходимость для современного нефтегазового сектора. Способность возвращать в оборот до 95% нефти из шламов и снижать нагрузку на очистные сооружения делает промышленный ультразвук одним из самых перспективных направлений в отрасли. Игнорирование этих технологий в ближайшие 3–5 лет приведет к потере конкурентоспособности из-за роста затрат на утилизацию и экологические платежи.
Мы понимаем, что каждое месторождение уникально, и универсальных решений не существует. Поэтому первый шаг к оптимизации ваших процессов — это анализ конкретного образца вашей загрязненной нефти. Свяжитесь с нами сегодня, чтобы обсудить условия проведения пилотных испытаний и получить технико-коммерческое предложение, соответствующее вашим объемам переработки. Ультразвуковое оборудование для нефтепереработки от проверенного производителя станет надежным активом вашего предприятия.