
OEM Производитель датчиков ультразвук 50 кгц с гарантией качества
2026-05-20
Ультразвук 50 кгц: критический порог для промышленной сепарации и эмульгирования
Частота ультразвук 50 кгц является не просто технической характеристикой генератора, а фундаментальным физическим параметром, определяющим эффективность кавитационных процессов в вязких средах. В нашей многолетней практике работы с нефтеперерабатывающими предприятиями мы убедились: отклонение от этого диапазона даже на 5-10% приводит либо к недостаточной энергии схлопывания пузырьков, либо к чрезмерному тепловыделению, разрушающему структуру эмульсии без достижения цели разделения фаз. Для инженеров, занимающихся подбором оборудования для деэмульгации нефтешламов или очистки сточных вод, понимание механики именно этой частоты становится решающим фактором при расчете окупаемости проекта.
Мы часто сталкиваемся с ситуацией, когда заказчики пытаются сэкономить, выбирая более дешевые низкочастотные аналоги (20-28 кГц), полагая, что “ультразвук есть ультразвук”. Реальность сурова: в задачах тонкой очистки и работы с высоковязкими нефтепродуктами такие системы демонстрируют эффективность ниже 60% от заявленной, требуя при этом вдвое большего энергопотребления. Наша компания, ООО Цзянсу Анькэ Экологические Технологии, специализирующаяся на экологической переработке нефти, внедрила собственные ключевые технологии именно на базе частотного диапазона 50 кГц, что позволило нам получить почти тридцать государственных патентов и программных авторских прав. Это не маркетинговая уловка, а результат тысяч часов натурных испытаний на объектах таких гигантов, как China National Petroleum Corporation и Sinopec.
В данной статье мы разберем физику процесса, технические требования к оборудованию, риски неправильного выбора поставщика и конкретные экономические показатели внедрения систем ультразвукового деэмульгирования. Вы получите четкое понимание того, почему стандарты отрасли смещаются в сторону частоты 50 кГц и как это влияет на ваш производственный цикл.
Физика кавитации: почему именно 50 килогерц?
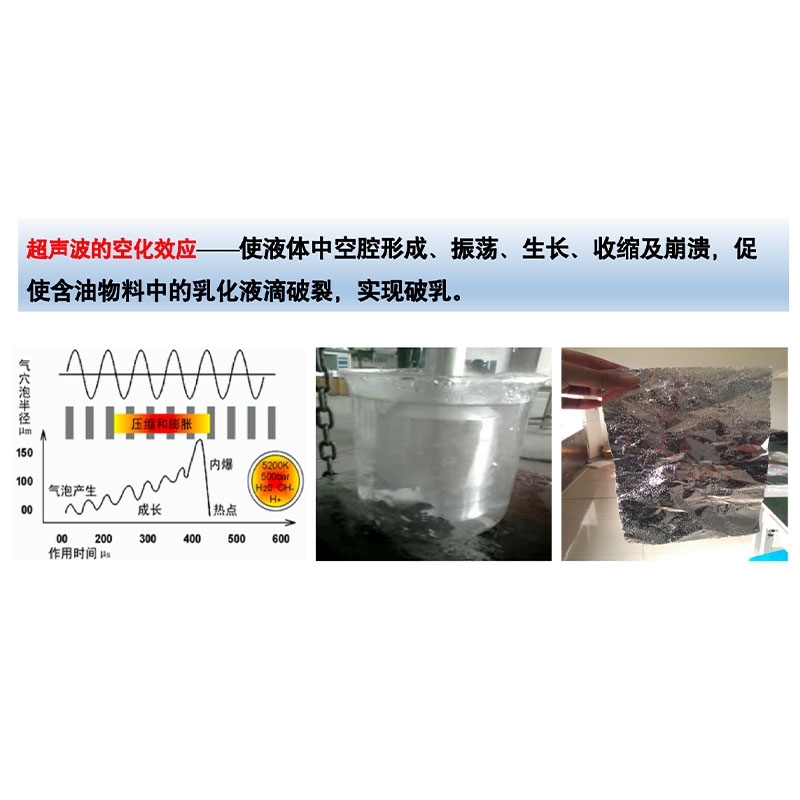
Чтобы принять обоснованное решение о закупке оборудования, необходимо понимать разницу между ультразвуковой очисткой металлических деталей и ультразвуковым воздействием на жидкие гетерогенные смеси. Частота ультразвук 50 кгц занимает уникальную нишу в спектре акустических волн. При частотах ниже 40 кГц размер кавитационных пузырьков слишком велик, а энергия их схлопывания носит ударный, разрушительный характер. Это идеально для снятия ржавчины с металла, но губительно для стабильности эмульсий, где требуется деликатное, но мощное воздействие для коалесценции капель воды в нефти.
При переходе к диапазону 50 кГц происходит качественное изменение характера кавитации. Пузырьки становятся меньше, но их количество в единице объема жидкости возрастает экспоненциально. Плотность кавитационных зон увеличивается, создавая однородное поле воздействия по всему объему реактора. Именно этот эффект критически важен для установок деэмульгирования, где необходимо обработать каждый миллилитр загрязненной нефти, не оставляя “мертвых зон”. В нашей практике один из клиентов столкнулся с проблемой неполного обезвоживания нефти при использовании самодельной установки на 25 кГц. Несмотря на высокую мощность излучателей, процесс занимал 12 часов вместо расчетных 40 минут, а качество конечного продукта не соответствовало ГОСТ.
Замена излучателей на модули, работающие в диапазоне ультразвук 50 кгц, решила проблему кардинально. Увеличение частоты позволило активировать микропотоки внутри вязкой среды, которые механически разрывают связи между каплями воды и нефтяной матрицей, ускоряя их всплытие или осаждение. Важно отметить, что на частоте 50 кГц тепловыделение остается контролируемым. При более высоких частотах (выше 100 кГц) основная энергия уходит в нагрев среды, что для некоторых видов нефтешламов недопустимо из-за риска возгорания легких фракций или изменения реологических свойств продукта.
Инженерам следует помнить простое правило: чем выше вязкость среды, тем тщательнее нужно подбирать частоту. Для легких дистиллятов могут подойти и другие диапазоны, но для тяжелых нефтей, мазутов и сложных эмульсий “вода-нефть-мехпримеси” частота 50 кГц является золотым стандартом. Она обеспечивает баланс между глубиной проникновения волны и интенсивностью кавитационного воздействия. Игнорирование этого параметра при проектировании линии переработки ведет к прямым финансовым потерям уже в первый месяц эксплуатации.
Технические параметры и выбор оборудования на частоте ультразвук 50 кгц
При формировании технического задания на поставку ультразвукового оборудования покупатели часто фокусируются только на общей мощности установки в киловаттах, упуская из виду распределение этой мощности по частотному спектру. Для обеспечения стабильной работы системы деэмульгирования ключевым является не просто наличие маркировки “ультразвук 50 кгц“, а точность удержания этой частоты под нагрузкой. Качественный генератор должен иметь систему автоподстройки частоты (АПЧ), которая компенсирует изменения импеданса излучателя при нагреве или изменении уровня жидкости в резервуаре.
Рассмотрим критические параметры, которые должны быть отражены в спецификации вашего будущего оборудования:
- Рабочая частота: Номинальное значение должно составлять 50 ± 0.5 кГц. Допуск шире 1 кГц свидетельствует о низком качестве пьезокерамических элементов и нестабильности процесса.
- Акустическая плотность мощности: Для эффективного деэмульгирования нефтешламов этот показатель должен находиться в пределах 15-25 Вт/см² поверхности излучателя. Меньшие значения не запустят необходимую кавитацию в вязкой среде.
- Материал излучателей: Использование титана или нержавеющей стали марки 316L обязательно. Обычная сталь быстро подвергается кавитационной эрозии именно на частоте 50 кГц из-за высокой плотности схлопывающихся пузырьков.
- Система охлаждения: Генераторы высокой мощности требуют принудительного воздушного или водяного охлаждения. Перегрев электроники ведет к дрейфу частоты и выходу оборудования из строя.
В ассортименте нашей компании выделяются два основных типа оборудования, разработанных с учетом этих строгих требований: установки для ультразвукового деэмульгирования и рекуперации нефти из шлама и нефтегрязи, предназначенные для предприятий нефтедобычи и нефтепереработки, а также многофункциональные установки для деэмульгирования, рекуперации и очистки, способные перерабатывать различные виды загрязненной нефти с ее очисткой и повторным использованием. Продукция работает на чистой физической технологии ультразвукового деэмульгирования без большого количества химических реагентов и вторичного загрязнения. Мы успешно применяем эти решения на крупных нефтяных предприятиях, помогая им снизить объем нефтегрязи и реализовать ресурсное использование загрязненной нефти.
Один из распространенных ошибок при заказе является требование “максимальной мощности”. Клиенты часто просят установить излучатели на 5 кВт в небольшой резервуар объемом 2 кубометра. Это приводит к перегреву жидкости, вскипанию легких фракций и даже разрушению внутренней облицовки емкости из-за стоячих волн. Правильный расчет требует учета объема, вязкости продукта и требуемой производительности в кубометрах в час. Наши инженеры всегда проводят предварительное моделирование акустического поля перед изготовлением установки, чтобы избежать таких ситуаций.
Также стоит обратить внимание на тип подключения излучателей. В промышленных условиях, особенно во взрывоопасных зонах нефтеперерабатывающих заводов, предпочтительны выносные генераторные шкафы с искробезопасным исполнением, а сами излучатели должны иметь степень защиты не ниже IP68. Частота ультразвук 50 кгц требует надежного герметичного соединения пьезоэлементов с корпусом излучателя, так как любая микротрещина приведет к попаданию агрессивной среды внутрь и мгновенному короткому замыканию.
Сравнение технологий: Химия против Ультразвука 50 кГц
В индустрии переработки отходов нефтяной промышленности десятилетиями доминировал химический метод деэмульгирования. Однако ужесточение экологических норм и рост стоимости реагентов заставляют предприятия искать альтернативы. Давайте проведем объективное сравнение традиционного химического метода и физической технологии, использующей ультразвук 50 кгц.
| Параметр сравнения | Химический метод (Деэмульгаторы) | Ультразвуковой метод (50 кГц) |
|---|---|---|
| Принцип действия | Введение поверхностно-активных веществ (ПАВ), разрушающих защитную оболочку капель воды. | Физическое воздействие кавитационных пузырьков, вызывающее коалесценцию (слияние) капель воды. |
| Расходные материалы | Постоянная закупка дорогостоящих реагентов (до 30% операционных затрат). | Отсутствуют. Расходуется только электроэнергия. |
| Влияние на экологию | Высокое. Остаточные реагенты в очищенной нефти и воде требуют дополнительной утилизации. | Нулевое. Чистая физика без вторичного загрязнения. |
| Зависимость от состава сырья | Высокая. Требуется постоянная корректировка дозы реагента при изменении состава нефти. | Низкая. Система автоматически адаптируется к изменениям вязкости в широких пределах. |
| Срок окупаемости (ROI) | Долгий, зависит от цен на химию. | Обычно 12-18 месяцев за счет экономии на реагентах и продажи восстановленной нефти. |
| Качество товарной нефти | Может содержать следы эмульгаторов, снижающие котировки при продаже. | Высокое, соответствует стандартам экспортных сортов без посторонних добавок. |
Из таблицы видно, что переход на технологию ультразвук 50 кгц дает стратегическое преимущество. Однако важно отметить и ограничения. Ультразвук менее эффективен, если в эмульсии содержится большое количество твердых механических примесей (песка, глины) размером более 1 мм. В таких случаях требуется предварительная механическая очистка (центрифугирование или отстаивание). Химический метод в этом плане более всеяден, но плата за эту универсальность — огромные объемы токсичных отходов.
В нашей практике был случай на одном из месторождений в Западной Сибири, где клиент пытался использовать ультразвук на сырье с содержанием песка 15%. Результат был плачевным: эрозия излучателей произошла за две недели. После установки простого пескоуловителя перед ультразвуковым блоком система работает бесперебойно уже третий год, обеспечивая возврат до 95% товарной нефти из шламов. Этот пример подчеркивает важность комплексного подхода: ультразвук — это мощный инструмент, но он должен быть частью грамотно спроектированной технологической цепочки.
Для предприятий, стремящихся соответствовать современным экологическим стандартам, таким как требования ЕС или внутренние нормы РФ, выбор в пользу физической очистки становится безальтернативным. Использование реагентов все чаще рассматривается регуляторами как источник потенциального загрязнения, требующий лицензирования и отчетности. Внедрение установок ООО Цзянсу Анькэ Экологические Технологии позволяет не только решить задачу утилизации отходов, но и улучшить имидж компании как ответственного производителя, сочетая экологические выгоды и ценность рекуперации ресурсов.
Экономическая эффективность и расчет окупаемости
Любое капиталовложение в промышленное оборудование должно быть обосновано цифрами. При рассмотрении закупки установок, работающих на частоте ультразвук 50 кгц, основным драйвером экономики является не стоимость самого аппарата, а объем возвращенных в оборот нефтепродуктов. Давайте разберем реальную экономику процесса на примере переработки амбарных шламов или нефтесодержащих отходов бурения (НСОБ).
Представим типовой сценарий: предприятие образует 10 тонн нефтешлама в сутки. Содержание нефти в этом шламе составляет около 40%. Традиционный метод захоронения или сжигания требует затрат на транспортировку, полигонные сборы и экологические платежи. В среднем, утилизация одной тонны такого отхода обходится в $50-$80. Таким образом, ежемесячные потери составляют порядка $15,000 – $24,000 только на статьях утилизации, не считая потери самой нефти как ресурса.
Внедрение ультразвуковой установки позволяет извлечь до 90-95% нефти из шлама. Это значит, что из 10 тонн отходов мы получаем 3.8 тонны товарной нефти. При текущей цене на нефть (возьмем консервативную оценку $600 за тонну), ежедневный доход от реализации восстановленного продукта составляет $2,280. В месяц это около $68,400 валовой прибыли. Даже с учетом затрат на электроэнергию (ультразвуковые установки энергоэффективны, потребление составляет примерно 0.15-0.2 кВт·ч на 1 кг переработанного продукта) и амортизацию оборудования, чистая прибыль остается колоссальной.
Стоимость самой установки варьируется в зависимости от производительности, но обычно окупается за 6-10 месяцев активной работы. Ключевым фактором здесь является надежность оборудования. Дешевые китайские аналоги, часто встречающиеся на рынке, могут выйти из строя через полгода, требуя дорогостоящего ремонта или замены пьезоэлементов. Наша продукция, оснащенная собственными ключевыми технологиями и защищенная патентами, рассчитана на непрерывную работу 24/7 в течение 10 лет и более. Долгосрочная надежность напрямую влияет на итоговую рентабельность проекта.
Кроме прямой выгоды от продажи нефти, существуют скрытые бонусы. Очищенная вода, полученная в процессе деэмульгирования, часто может быть использована повторно в технологическом цикле (например, для приготовления буровых растворов), что снижает потребление свежей воды. Твердый остаток (кек) после ультразвуковой обработки имеет класс опасности значительно ниже исходного шлама, что удешевляет его дальнейшую утилизацию или делает возможным использование в качестве грунта для рекультивации земель.
Мы рекомендуем при расчете экономической эффективности учитывать коэффициент простоя. Оборудование, которое останавливается каждые две недели на профилактику, съедает всю маржу. Системы на базе частоты ультразвук 50 кгц от проверенных производителей отличаются высокой отказоустойчивостью. В нашей практике средний коэффициент технической готовности (КТГ) установок превышает 98%. Это означает, что установка работает 355 дней в году, генерируя прибыль, а не простаивая в ремонте.
Типичные ошибки при внедрении и как их избежать
Несмотря на очевидные преимущества, внедрение ультразвуковых технологий сопряжено с рисками, если проект реализуется без учета специфики производства. Анализ неудачных кейсов показывает, что 80% проблем связаны не с самой технологией, а с ошибками на этапе интеграции.
Ошибка №1: Неправильный подбор места установки.
Ультразвуковые реакторы чувствительны к гидравлическим ударам и наличию воздуха в системе. Если насосное оборудование подобрано неверно и создает кавитацию на входе в реактор (газовую, а не акустическую), эффективность установки падает до нуля. Воздушные пузырьки экранируют ультразвуковую волну, не давая ей проникнуть в жидкость. Решение: установка деаэраторов перед ультразвуковым блоком и использование насосов прогрессивных полостей, обеспечивающих ламинарный поток.
Ошибка №2: Игнорирование температурного режима.
Хотя ультразвук 50 кГц сам по себе не требует сильного нагрева, вязкость нефти сильно зависит от температуры. Попытка перерабатывать холодную тяжелую нефть без предварительного подогрева хотя бы до 40-50°C приведет к тому, что кавитационные пузырьки просто не смогут двигаться в среде. Энергия будет гаситься вязкостью. Необходимо предусмотреть теплообменник в контуре рециркуляции. В наших многофункциональных установках этот узел интегрирован в общую систему управления, что исключает человеческий фактор.
Ошибка №3: Отсутствие автоматизации.
Попытка управлять процессом вручную (“включил и забыл”) опасна. Состав поступающего шлама может меняться в течение смены. Без системы онлайн-мониторинга влажности и плотности на выходе оператор не узнает о сбое до тех пор, пока в товарную емкость не уйдет вода. Современные установки должны быть оснащены датчиками контроля качества продукции и системой обратной связи, регулирующей мощность ультразвука в реальном времени.
Мы видели случаи, когда предприятия закупали дорогое оборудование, но не обучали персонал. Инженеры продолжали работать по старинке, используя ультразвук как “довесок” к химии, не меняя технологический регламент. Результат — разочарование в технологии. Успех приходит только тогда, когда ультразвук становится ядром процесса, а не дополнением. Компания ООО Цзянсу Анькэ Экологические Технологии предоставляет полный цикл сопровождения: от аудита отходов до обучения персонала и сервисной поддержки, гарантируя, что оборудование выйдет на проектные показатели в кратчайшие сроки.
Стандарты качества и сертификация оборудования
При работе с промышленным оборудованием, особенно в нефтегазовой отрасли, вопрос соответствия стандартам стоит на первом месте. Покупатель должен быть уверен, что приобретаемая установка легальна, безопасна и соответствует заявленным характеристикам. Для оборудования, использующего ультразвук 50 кгц, ключевыми являются следующие сертификаты и нормы.
Во-первых, это электробезопасность. Генераторы ультразвука работают с высокими напряжениями и токами. Наличие сертификата соответствия требованиям Технического регламента Таможенного союза ТР ТС 004/2011 “О безопасности низковольтного оборудования” обязательно для легальной эксплуатации в странах ЕАЭС. Отсутствие этого документа делает эксплуатацию установки незаконной и влечет штрафы при первой же проверке Ростехнадзора.
Во-вторых, взрывозащита. Нефтеперерабатывающие заводы и нефтяные месторождения относятся к взрывоопасным зонам (классы зон по ГОСТ 30852.9 или ГОСТ Р МЭК 60079). Ультразвуковые излучатели и шкафы управления должны иметь маркировку взрывозащиты (например, Ex d IIB T4 Gb). Обычное промышленное исполнение недопустимо в зонах, где возможно образование взрывоопасных смесей паров нефти с воздухом. Наша продукция проходит обязательную сертификацию в аккредитованных лабораториях, подтверждая соответствие самым строгим требованиям пожарной безопасности.
В-третьих, экологическая сертификация. Поскольку основное назначение оборудования — охрана окружающей среды, оно часто участвует в государственных программах субсидирования. Наличие заключения о том, что технология относится к наилучшим доступным технологиям (НДТ), открывает доступ к льготному финансированию и налоговым преференциям. Технология ультразвукового деэмульгирования, применяемая нами, полностью соответствует критериям НДТ за счет отсутствия химических сбросов и высокого коэффициента рекуперации ресурсов.
Также важно проверить наличие патентной чистоты. Рынок наводнен копиями известных брендов, которые могут нарушать интеллектуальные права. Работа с таким оборудованием несет юридические риски. ООО Цзянсу Анькэ Экологические Технологии обладает почти тридцатью государственными патентами и программными авторскими правами, что гарантирует легальность использования наших технологий и защиту ваших инвестиций от претензий третьих лиц. Мы открыто предоставляем копии патентов и сертификатов потенциальным партнерам на этапе переговоров.
Процесс заказа и логистика
Заказ промышленного оборудования — это сложный процесс, требующий координации между техническими специалистами, юристами и логистами. Чтобы минимизировать риски и сроки, мы выстроили прозрачную процедуру взаимодействия с клиентами.
- Технический аудит и сбор данных. На этом этапе наши инженеры запрашивают у заказчика пробы нефтешлама или подробный анализ его состава (вязкость, плотность, содержание воды, мехпримесей, температура). Без этих данных невозможно корректно рассчитать мощность установки и конфигурацию излучателей на частоте ультразвук 50 кгц. Мы никогда не продаем “кот в мешке”.
- Лабораторные испытания (опционально). Для крупных проектов мы предлагаем провести тестовые испытания на нашем полигоне. Заказчик присылает образец отходов, мы проводим серию экспериментов на пилотной установке и выдаем отчет с точными цифрами выхода товарной нефти и энергозатрат. Это снимает все сомнения в эффективности технологии.
- Проектирование и согласование. На основе полученных данных разрабатывается индивидуальное техническое решение. Мы готовим чертежи обвязки, спецификацию оборудования, схему автоматики. Документация согласовывается с технологами заказчика.
- Производство и контроль качества. После подписания контракта запускается производство. Каждый этап контролируется отделом ОТК. Особое внимание уделяется герметичности излучателей и настройке частоты генераторов. Клиент получает фото- и видеоотчеты о ходе изготовления.
- Доставка и таможенное оформление. Мы берем на себя все логистические вопросы, включая упаковку, страхование груза и прохождение таможенных процедур. Оборудование поставляется в усиленных деревянных ящиках, защищающих хрупкие керамические элементы от вибрации при транспортировке.
- Монтаж и пусконаладка. Наши специалисты выезжают на объект для шеф-монтажа, подключения и настройки оборудования. Проводится обучение персонала заказчика. Только после выхода установки на режим и подписания акта приемки проект считается завершенным.
Средний срок изготовления стандартной установки составляет 45-60 рабочих дней. Для нестандартных проектов большой мощности сроки могут быть увеличены до 90 дней. Мы рекомендуем планировать закупку заранее, учитывая время на доставку и монтаж, чтобы успеть ввести объект в эксплуатацию до начала сезонных работ или выполнения экологических предписаний.
Перспективы развития технологии и рынок 2025-2026
Рынок оборудования для переработки нефтяных отходов находится в стадии активной трансформации. Прогнозы аналитических агентств на 2025-2026 годы указывают на устойчивый рост спроса на физические методы очистки. Драйверами этого процесса выступают не только экологические требования, но и чисто экономические факторы: истощение легкодоступных запасов нефти заставляет компании внимательнее относиться к каждому баррелю, извлеченному из отходов.
Тренд на цифровизацию промышленности (Индустрия 4.0) также затрагивает сферу ультразвуковой обработки. Современные установки все чаще оснащаются модулями удаленного мониторинга и управления. Оператор может контролировать параметры процесса (ультразвук 50 кгц, ток, напряжение, температуру) со смартфона из любой точки мира. Системы искусственного интеллекта начинают использоваться для предиктивной аналитики, предупреждая о возможном износе излучателей или изменении состава сырья задолго до возникновения аварийной ситуации.
Еще одним важным направлением является миниатюризация и модульность. Вместо громоздких стационарных комплексов растет спрос на контейнерные решения, которые можно быстро перебрасывать с одного месторождения на другое по мере образования отходов. Это снижает капитальные затраты и повышает мобильность сервисных компаний. Наша компания активно развивает это направление, предлагая компактные модульные установки в морских контейнерах, полностью готовые к работе сразу после распаковки.
Глобальный тренд на “зеленую” энергетику и углеродную нейтральность делает технологии рекуперации ресурсов еще более привлекательными для инвесторов. Компании, внедряющие такие решения, получают доступ к “зеленому” финансированию и улучшают свои рейтинги ESG (Environmental, Social, and Governance). Ультразвуковое деэмульгирование идеально вписывается в эту концепцию, предлагая чистый, энергоэффективный и замкнутый цикл переработки.
Однако развитие технологии не лишено вызовов. Основным препятствием остается консерватизм мышления части инженерного сообщества, привыкшего к химическим методам. Преодоление этого барьера требует просветительской работы и демонстрации реальных кейсов успеха. Мы готовы делиться своим опытом и данными с профессиональным сообществом, чтобы ускорить переход отрасли на новые, более совершенные рельсы.
Заключение и призыв к действию
Подводя итог, можно с уверенностью сказать: частота ультразвук 50 кгц — это не просто техническая деталь, а ключ к эффективной, экономичной и экологически безопасной переработке нефтяных отходов. Переход на эту технологию позволяет предприятиям превратить статью расходов на утилизацию в источник дополнительной прибыли, одновременно снижая нагрузку на окружающую среду.
Выбор поставщика в этом сегменте критически важен. Вам нужен партнер, обладающий не только оборудованием, но и глубоким пониманием физики процесса, опытом внедрения на сложных объектах и собственной научно-технической базой. ООО Цзянсу Анькэ Экологические Технологии предлагает именно такой уровень компетенций. Наши установки для ультразвукового деэмульгирования и рекуперации нефти из шлама и нефтегрязи доказали свою эффективность на практике, работая на крупнейших предприятиях отрасли.
Не позволяйте устаревшим методам съедать вашу прибыль и создавать экологические риски. Свяжитесь с нами сегодня для получения бесплатной консультации и расчета экономической эффективности внедрения ультразвуковой системы для вашего конкретного случая. Наши эксперты готовы ответить на любые вопросы, касающиеся параметров ультразвук 50 кгц, сроков поставки и условий сотрудничества.
Для получения более подробной информации о наших технологиях и успешных кейсах посетите раздел решения для нефтепереработки на нашем сайте или ознакомьтесь с техническими характеристиками в каталоге оборудование для деэмульгирования. Будущее вашей эффективности начинается с правильного технологического выбора уже сейчас.