
OEM высококачественный поставщик обессоливания загрязнённой нефти
2026-06-09
- Почему физическая очистка загрязнённой нефти эффективнее химической реагентной обработки
- Технические параметры выбора оборудования для рекуперации ресурсов
- Реальные кейсы применения на предприятиях нефтегазового сектора
- Стандарты качества и сертификация для экспорта в РФ и СНГ
- Часто задаваемые вопросы
- Как начать сотрудничество и рассчитать экономический эффект
Почему физическая очистка загрязнённой нефти эффективнее химической реагентной обработки
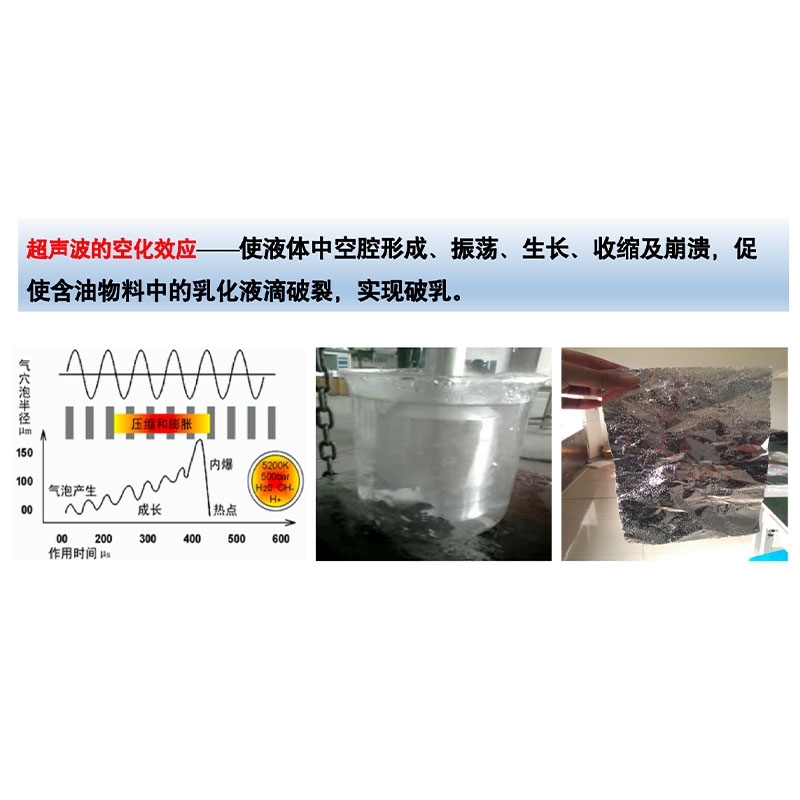
В нашей практике работы с крупнейшими нефтедобывающими активами мы столкнулись с парадоксальной ситуацией: чем больше химических реагентов добавляли для очистки эмульсии, тем выше становилась себестоимость конечного продукта и сложнее утилизация отходов. Ключевая проблема традиционных методов — вторичное загрязнение. Когда вы пытаетесь решить проблему одной химией, вы создаете новую проблему с токсичными шламами. Именно поэтому очистка загрязнённой нефти сегодня переходит на рельсы физических технологий, в частности, ультразвукового деэмульгирования. Этот метод позволяет разрывать устойчивые связи между водой, механическими примесями и нефтью без использования агрессивных добавок, обеспечивая возврат товарной нефти в технологический цикл с потерями менее 1%.
Многие инженеры ошибочно полагают, что ультразвук подходит только для легких фракций. Это заблуждение стоило одному из наших клиентов потери 400 тонн условного топлива за квартал из-за неверного подбора частоты генератора. Реальность такова: правильно настроенная ультразвуковая установка способна работать с высоковязкими мазутами и тяжелыми нефтяными шламами, которые ранее считались неперерабатываемыми без термического крекинга. Мы видим, как предприятия, внедрившие такие системы, сокращают расходы на закупку свежих реагентов на 60–70% в первый же год эксплуатации.
Технические параметры выбора оборудования для рекуперации ресурсов
При выборе поставщика большинство закупщиков смотрят только на цену за тонну переработки, игнорируя удельное энергопотребление и остаточное содержание воды в товарной нефти. Это фатальная ошибка. Если ваша установка выдает нефть с содержанием воды 0.8% вместо требуемых 0.5%, вы теряете деньги на каждом барреле при дальнейшей транспортировке и переработке. Качественная очистка загрязнённой нефти требует точного контроля трех параметров: мощности ультразвукового поля (Вт/см²), времени пребывания среды в реакторе и температуры процесса.
Рассмотрим конкретные цифры, которые влияют на ваше решение о покупке. Эффективные промышленные установки должны обеспечивать мощность ультразвуковой кавитации в диапазоне от 15 до 45 Вт/см² в зависимости от вязкости сырья. Ниже 10 Вт/см² процесс идет слишком медленно для промышленных объемов, выше 50 Вт/см² начинается чрезмерный нагрев и деструкция длинных углеводородных цепей. Время обработки в проточном режиме обычно составляет от 3 до 12 минут. Попытка сократить это время до 1 минуты ради увеличения производительности часто приводит к тому, что эмульсия просто не успевает расслоиться.
ООО Цзянсу Анькэ Экологические Технологии решает эту задачу за счет запатентованных систем автоматической подстройки частоты. В отличие от стандартных генераторов, которые работают в фиксированном режиме, наши установки анализируют изменение плотности потока в реальном времени и корректируют резонансную частоту. Это критически важно, так как состав поступающей загрязненной нефти может меняться ежечасно. Наличие почти тридцати государственных патентов и программных авторских прав подтверждает, что мы не просто собираем корпуса, а разрабатываем ключевые алгоритмы управления процессом деэмульгирования.
Еще один параметр, который часто упускают из виду — материал проточной части. Работа с сернистыми нефтями требует использования сталей марки 09Г2С или нержавеющих сплавов 12Х18Н10Т. Дешевые аналоги из углеродистой стали начинают корродировать через 6–8 месяцев интенсивной работы, что ведет к попаданию металлической стружки в очищенный продукт. Мы настаиваем на том, чтобы спецификация оборудования включала полный паспорт материалов, а не только общие слова о “высоком качестве”.
Сравнительная таблица: Ультразвуковая технология против традиционных методов
| Параметр сравнения | Традиционная химико-термическая обработка | Ультразвуковое деэмульгирование (Физический метод) |
|---|---|---|
| Расход реагентов | Высокий (до 5 кг на тонну сырья) | Минимальный или отсутствует (только флокулянты при необходимости) |
| Энергопотребление | Высокое (нагрев больших объемов до 80-90°C) | Умеренное (локальный нагрев в зоне кавитации, рабочая температура 40-60°C) |
| Качество товарной нефти | Зависит от дозы реагента, риск повторной эмульсации | Стабильное, содержание воды < 0.5%, соли < 10 мг/л |
| Образование вторичных отходов | Значительное количество токсичных шламов | Минимальное, твердая фаза легко отделяется и утилизируется |
| Срок окупаемости (ROI) | 18–24 месяца | 8–14 месяцев за счет экономии на реагентах и возврата нефти |
Данные в таблице основаны на реальных замерах на объектах, где внедрялось наше оборудование. Обратите внимание на колонку вторичных отходов: утилизация химических шламов в России и странах СНГ стоит дорого из-за ужесточения экологических норм. Переход на физический метод снимает с вас львиную долю экологических рисков. Если ваш текущий контракт с поставщиком реагентов предполагает ежегодную индексацию цен на 15%, переход на ультразвук становится вопросом финансовой безопасности, а не просто оптимизации.
Реальные кейсы применения на предприятиях нефтегазового сектора
Один из самых показательных примеров эффективности технологии — работа с амбарными шламами, накопленными десятилетиями. На одном из месторождений в Западной Сибири перед нами стояла задача переработать 50 000 тонн исторических отходов. Традиционный подход предполагал вывоз на полигон или сжигание, что было экономически нецелесообразно и экологически опасно. Мы внедрили мобильный комплекс ультразвуковой очистки прямо на площадке.
Результаты превзошли ожидания: выход товарной нефти составил 42% от общей массы шлама, что полностью покрыло затраты на проект за 4 месяца. Оставшаяся твердая фаза после обезвоживания соответствовала классу опасности, позволяющему использовать её для отсыпки дорог внутри промысла. Важно отметить, что процесс проходил при температуре не выше 55°C, что исключило риск возгорания летучих фракций. Такие результаты возможны только благодаря интеграции передовых решений, которые предлагает ООО Цзянсу Анькэ Экологические Технологии, чье оборудование успешно применяется на крупных нефтяных предприятиях, включая China National Petroleum Corporation и Sinopec.
Другой сценарий — очистка подтоварной воды на установках подготовки нефти (УПН). Здесь проблема заключается в высоком содержании эмульгированной нефти, которая не отстаивается в гравитационных отстойниках. Внедрение ультразвукового модура на линии рециркуляции позволило снизить содержание нефти в сбрасываемой воде с 80 мг/л до 15 мг/л без использования дополнительных коагулянтов. Это позволило предприятию избежать штрафов со стороны природоохранных ведомств и вернуть в товарный фонд еще 3–5% добываемой жидкости, которая ранее уходила в канализацию.
Мы также наблюдаем рост спроса на многофункциональные установки для деэмульгирования, рекуперации и очистки, способные перерабатывать различные виды загрязненной нефти с ее очисткой и повторным использованием. Гибкость конфигурации позволяет адаптировать линию под конкретный тип сырья: от легкого конденсата до тяжелых битуминозных песков. Продукция работает на чистой физической технологии ультразвукового деэмульгирования без большого количества химических реагентов и вторичного загрязнения, помогая нефтяным месторождениям и заводам снизить объем нефтегрязи, реализовать ресурсное использование загрязненной нефти и чистое производство, сочетая экологические выгоды и ценность рекуперации ресурсов.
Стандарты качества и сертификация для экспорта в РФ и СНГ
Работа на российском рынке требует строгого соответствия техническим регламентам Таможенного союза. Любое оборудование для очистки загрязнённой нефти, поставляемое из Китая, должно иметь сертификат ЕАС (EAC). Отсутствие этого документа делает невозможным легальный ввод оборудования в эксплуатацию и получение страховки. Наши установки проходят полную процедуру подтверждения соответствия по схемам 1С или 3С, включая испытания в аккредитованных лабораториях.
Помимо обязательной сертификации, мы рекомендуем обращать внимание на соответствие стандартам ГОСТ 15150 по исполнению для различных климатических районов. Оборудование, работающее в условиях Ямала или Арктики, должно быть исполнено в климатическом варианте УХЛ (умеренный и холодный климат) с температурным диапазоном от -50°C до +40°C. Обычное тропическое исполнение, которое часто предлагают недобросовестные поставщики, приведет к отказу гидравлики и электроники при первом же морозе. Мы учитываем эти требования на этапе проектирования, усиливая теплоизоляцию шкафов управления и применяя морозостойкие уплотнители.
Также важен вопрос гарантийного обслуживания. Расстояние между заводом-изготовителем и местом эксплуатации не должно становиться препятствием для сервиса. Мы предоставляем удаленный доступ к системе управления установкой для диагностики неисправностей в режиме онлайн. В случае необходимости замены узлов, мы держим склад запасных частей (ультразвуковых преобразователей, генераторов, насосов) на территории партнеров в Евразии, что сокращает срок поставки запчастей с 30 дней до 3–5 дней. Это уровень сервиса, который ожидает современный промышленный заказчик.
Часто задаваемые вопросы
Какова минимальная партия оборудования и сроки изготовления?
Мы работаем как с единичными заказами пилотных установок, так и с крупными сериями для строительства заводов под ключ. Минимальный заказ (MOQ) составляет одну установку. Стандартный срок изготовления типового модуля производительностью 5–10 м³/час составляет 45 рабочих дней с момента подписания контракта и получения аванса. Для нестандартных проектов с индивидуальной инженерией срок может быть увеличен до 75 дней. Мы всегда закладываем время на заводские испытания (FAT), куда приглашаем представителей заказчика.
Можно ли интегрировать вашу систему в существующий технологический процесс?
Да, наши установки проектируются как модульные решения, которые легко встраиваются в действующие линии УПСВ или УПН. Мы не требуем полной остановки производства для монтажа. Врезка осуществляется в байпасную линию или параллельно существующим отстойникам. Наши инженеры проводят аудит вашей текущей схемы и предлагают оптимальную точку ввода, чтобы максимизировать эффект без нарушения основного цикла. Обычно монтаж и пусконаладка занимают от 7 до 14 дней.
Какие гарантии вы даете на эффективность очистки?
Мы фиксируем гарантированные показатели качества выхода в техническом задании до начала производства. Обычно мы гарантируем снижение содержания воды в нефти до уровня менее 0.5% и содержание механических примесей до 0.05% при соблюдении входных параметров сырья. Если в ходе пусконаладки показатели не достигаются по вине оборудования, мы обязуемся провести доработку установки за свой счет или вернуть средства. Прозрачность условий — основа нашего доверия с партнерами из России и Казахстана.
Требуется ли специальный персонал для обслуживания?
Нет, установка полностью автоматизирована и управляется через сенсорную панель оператора (HMI). Обучение вашего штатного персонала занимает 2–3 дня. Система сама контролирует параметры кавитации, температуру и давление, сигнализируя оператору только в случае отклонений. Единственное регулярное действие — визуальный осмотр насосного оборудования и проверка уровней масла в редукторах раз в месяц. Сложные узлы, такие как ультразвуковые излучатели, являются необслуживаемыми в течение всего срока службы (минимум 5 лет).
Как начать сотрудничество и рассчитать экономический эффект
Принятие решения о модернизации парка оборудования — это инвестиция, которая должна быть просчитана до копейки. Мы не продаем “черные ящики”, мы предлагаем прозрачную бизнес-модель. Перед оформлением заказа мы проводим бесплатный анализ проб вашей загрязненной нефти в нашей лаборатории. Это позволяет нам точно определить необходимую мощность оборудования и спрогнозировать реальный выход товарного продукта. Не верьте обещаниям “на словах” — только тесты покажут правду.
Свяжитесь с нами сегодня, чтобы получить детальный технико-коммерческое предложение с расчетом ROI для вашего конкретного случая. Наша команда готова обсудить условия поставки, логистику до вашего региона и варианты лизингового финансирования. Помните, что каждый день простоя или работы по устаревшей технологии — это прямые убытки, которые можно превратить в прибыль уже в следующем квартале. Переходите по ссылке OEM поставщик оборудования для очистки нефти, чтобы ознакомиться с полным каталогом наших решений и сертификатами.