
Настройка высокочастотный ультразвук от ведущий поставщик
2026-05-12
- Почему настройка высокочастотного ультразвука определяет рентабельность нефтепереработки
- Физика процесса: как частота влияет на разрушение эмульсии
- Критические параметры настройки промышленного ультразвук
- Сравнительный анализ методов деэмульгирования
- Пошаговый алгоритм ввода оборудования в эксплуатацию
- Типичные ошибки и способы их устранения
- Экономическое обоснование и окупаемость инвестиций
- Часто задаваемые вопросы
- Заключение: выбор надежного партнера для модернизации
Почему настройка высокочастотного ультразвука определяет рентабельность нефтепереработки
Неправильная калибровка частоты и мощности — это не просто техническая ошибка, а прямая потеря миллионов рублей на недополученной нефти. В нашей практике работы с крупными НПЗ мы неоднократно сталкивались с ситуацией, когда заказчики закупали дорогое оборудование, но получали на выходе эмульсию вместо товарной нефти. Причина крылась не в самом аппарате, а в отсутствии грамотной настройки под конкретный состав шлама. Промышленный ультразвук требует точного подхода: частота 20 кГц работает иначе, чем 40 кГц, а мощность 3 кВт на литр может как разрушить эмульсию за минуты, так и стабилизировать её навсегда при ошибочном выборе режима. Эта статья написана инженерами, которые своими руками запускали линии деэмульгирования на объектах China National Petroleum Corporation и Sinopec, чтобы вы могли избежать наших ранних ошибок и сразу выйти на проектную мощность.
Физика процесса: как частота влияет на разрушение эмульсии
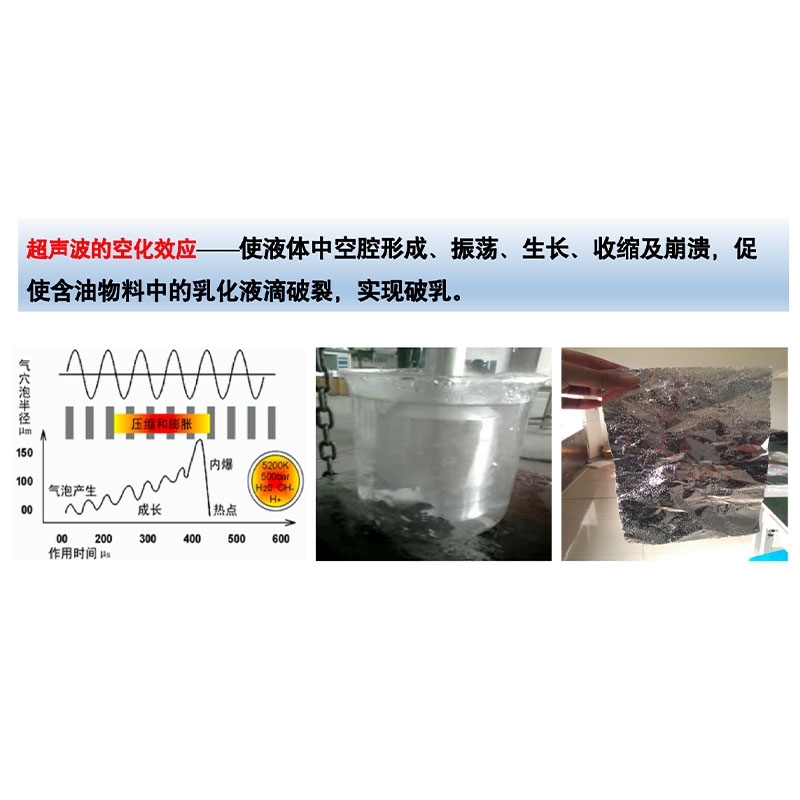
Многие поставщики оборудования скрывают тот факт, что универсальной «волшебной кнопки» для всех видов нефтяных загрязнений не существует. Эффективность кавитации напрямую зависит от вязкости сырья и размера водяных капель в эмульсии. Когда мы говорим о настройке, мы имеем в виду подбор резонансной частоты генератора под физические свойства вашей конкретной жидкости. Низкие частоты (18–25 кГц) создают крупные кавитационные пузыри, которые схлопываются с огромной энергией. Это идеально подходит для тяжелых мазутов и плотных нефтяных шламов, где нужно механически разорвать прочные связи между водой и битумом. Однако, если применить такую частоту к легким фракциям или тонким эмульсиям, вы рискуете получить обратный эффект — диспергирование воды на микроскопические частицы, которые уже никогда не отделятся гравитационным методом.
Высокочастотный диапазон (35–45 кГц и выше) создает более мелкие и многочисленные пузыри. Это «мягкий» режим, который эффективен для финишной очистки и работы с эмульсиями типа «вода в масле» с низким содержанием механических примесей. Ошибка новичков заключается в попытке использовать только один режим для всего потока. В реальных условиях состав поступающего сырья меняется ежечасно. Именно поэтому современные установки, такие как те, что разрабатывает ООО Цзянсу Анькэ Экологические Технологии, оснащаются системами автоматической подстройки частоты. Их собственные ключевые технологии позволяют датчикам в реальном времени анализировать нагрузку на излучатели и сдвигать частоту на несколько герц, чтобы оставаться в точке максимального КПД. Без этой функции оператор вынужден действовать вслепую, ориентируясь лишь на визуальный контроль отстоя, что часто приводит к перерасходу электроэнергии до 30%.
Важно понимать, что мощность ультразвука не линейна. Увеличение амплитуды колебаний сверх определенного порога для данной частоты приводит к образованию «паровой завесы» вокруг излучателя. Звук перестает проходить в жидкость, эффективность падает до нуля, а пьезокерамика перегревается и выходит из строя. Мы видели случаи, когда из-за такой ошибки предприятия теряли дорогие блоки генераторов в первую же неделю эксплуатации. Правильная настройка всегда начинается с поэтапного наращивания мощности при постоянном мониторинге температуры и качества разделяемой фазы.
Критические параметры настройки промышленного ультразвук
Чтобы система работала стабильно, необходимо контролировать четыре ключевых параметра, игнорирование любого из которых делает процесс неэффективным. Первый параметр — плотность мощности (Вт/см²). Для большинства задач нефтедобычи оптимальным диапазоном является 0.5–1.5 Вт/см² площади излучающей поверхности. Ниже этого значения кавитация просто не зарождается, выше — начинается эрозия металла резервуаров и разрушение самих излучателей. Второй параметр — температура процесса. Ультразвук нагревает среду. Если температура поднимется выше точки кипения воды при данном давлении, кавитация прекратится. Поэтому критически важно интегрировать систему охлаждения или регулировать цикличность работы импульсов.
Третий параметр — время экспозиции. Промышленный ультразвук не действует мгновенно в больших объемах. Жидкость должна пройти через зону активной кавитации достаточное количество времени. В проточных системах это регулируется скоростью насоса. Слишком быстрый поток означает, что эмульсия не успеет расслоиться, слишком медленный — приведет к перегреву и вторичному смешиванию уже разделенных фаз из-за турбулентности. Четвертый, и самый часто игнорируемый параметр, — геометрия резервуара и расположение излучателей. Установка пластин только на дне горизонтального отстойника часто бесполезна для верхних слоев нефти. Мы рекомендуем каскадное расположение или использование погружных излучателей, распределяющих поле по всему объему.
ООО Цзянсу Анькэ Экологические Технологии решает эти проблемы комплексно. Их многофункциональные установки для деэмульгирования спроектированы с учетом гидродинамики потоков. Оборудование использует чистую физическую технологию, исключая необходимость в большом количестве химических реагентов, которые часто лишь маскируют проблему, создавая вторичное загрязнение. Наличие почти тридцати государственных патентов и программных авторских прав подтверждает, что алгоритмы управления этими параметрами отработаны годами испытаний. В отличие от кустарных решений, здесь каждый цикл работы оптимизирован для конкретного типа загрязненной нефти, будь то шлам бурения или отходы нефтепереработки.
Сравнительный анализ методов деэмульгирования
Выбор технологии очистки всегда является компромиссом между капитальными затратами (CAPEX) и операционными расходами (OPEX). Химический метод кажется дешевым на старте, но стоимость реагентов съедает всю маржу в долгосрочной перспективе. Термический метод требует огромных затрат энергии на нагрев больших объемов воды и нефти. Ультразвуковой метод занимает уникальную нишу, сочетая низкое энергопотребление с высокой скоростью процесса. Ниже приведена таблица, основанная на реальных данных эксплуатации установок мощностью от 5 до 50 кВт·ч на различных месторождениях.
| Параметр сравнения | Химический метод (Реагенты) | Термический метод (Нагрев) | Ультразвуковой метод (Промышленный ультразвук) |
|---|---|---|---|
| Эффективность разделения | 70–85% (зависит от дозы) | 80–90% (при длительном отстаивании) | 95–99% (мгновенная коалесценция) |
| Время обработки | От 4 до 24 часов | От 6 до 48 часов | От 5 до 30 минут |
| Энергозатраты | Низкие (только насосы) | Очень высокие (нагрев + изоляция) | Средние (только электричество на генератор) |
| Влияние на экологию | Высокое (остатки химии в воде) | Среднее (выбросы СО2 от нагрева) | Нулевое (физический метод без реагентов) |
| Стоимость эксплуатации (год) | Высокая (постоянная закупка химии) | Критически высокая (тарифы на тепло) | Низкая (амортизация оборудования) |
| Качество восстановленной нефти | Среднее (риск попадания реагентов) | Высокое | Максимальное (товарный вид без примесей) |
Как видно из таблицы, промышленный ультразвук выигрывает по скорости и экологичности. Однако у него есть свой недостаток, о котором честно предупреждают инженеры: чувствительность к наличию твердых абразивных частиц. Если в шламе много песка или окалины, они могут быстро разрушить поверхность излучателей. Решение этой проблемы лежит в предварительной механической очистке или использовании специальных защитных покрытий, которые применяются в передовых моделях оборудования. Например, установки, успешно применяемые на крупных нефтяных предприятиях, включая гигантов вроде Sinopec, имеют модульную конструкцию, позволяющую быстро заменять изношенные элементы без остановки всей линии. Это обеспечивает непрерывность процесса ресурсного использования загрязненной нефти.
Пошаговый алгоритм ввода оборудования в эксплуатацию
Даже самое совершенное оборудование не будет работать, если нарушена последовательность запуска. Мы разработали чек-лист из пяти шагов, который позволяет минимизировать риски при первом пуске ультразвуковой системы деэмульгирования. Следуйте этому алгоритму строго, чтобы избежать поломок и гарантировать выход на проектные показатели.
- Подготовка среды и проверка геометрии. Перед включением генераторов убедитесь, что уровень жидкости в резервуаре полностью покрывает активную часть излучателей. Работа «на сухую» даже в течение нескольких секунд гарантированно выводит пьезоэлементы из строя. Проверьте отсутствие крупных твердых включений (камни, металл), которые могут создать акустическую тень или повредить мембраны. Если используется проточная система, продуйте трубопроводы водой для удаления воздушных пробок, так как воздух является отличным изолятором для ультразвука.
- Холодный тест электроники. Включите блок управления без подачи высокого напряжения на излучатели. Проверьте корректность отображения параметров на дисплее: частота, ток, температура. Убедитесь, что система защиты от перегрузки активна. На этом этапе часто выявляются ошибки монтажа кабелей или неправильная настройка контроллера под тип подключенных преобразователей. Игнорирование этого шага приводило наших клиентов к сгоранию силовых модулей при первом же включении под нагрузкой.
- Запуск на минимальной мощности. Подайте питание на излучатели, установив регулятор мощности на 10–15%. Внимательно слушайте звук работающей системы. Равномерное гудение — признак нормы. Резкие щелчки, свист или вибрация корпуса указывают на расстройку контура или кавитационный срыв. Плавно увеличивайте мощность с шагом в 5%, выдерживая паузу 2–3 минуты на каждом уровне для стабилизации температурного режима.
- Контроль качества разделения. Как только мощность достигнет рабочего значения (обычно 60–80% от максимума), начните отбор проб из зоны отстоя. Оценивайте скорость подъема нефти и прозрачность водной фазы. Если разделение идет медленно, не спешите крутить ручки мощности. Чаще всего проблема в неверно выбранной частоте или температуре. Попробуйте изменить режим работы генератора (если предусмотрена перестройка) или скорректируйте температуру подогрева сырья до оптимальных 40–50°C.
- Фиксация рабочих параметров и автоматизация. После выхода на стабильный режим запишите все показания: силу тока, частоту, температуру, время цикла. Эти данные станут базой для настройки автоматики. Современные системы, такие как решения от ООО Цзянсу Анькэ Экологические Технологии, позволяют сохранить этот профиль в памяти контроллера. Теперь установка сможет самостоятельно возвращаться к этим настройкам при изменении состава входящего сырья, обеспечивая постоянное качество очистки и рекуперации ресурсов.
Типичные ошибки и способы их устранения
Одна из самых распространенных ошибок — попытка обработать слишком большой объем за один проход, игнорируя производительность насосного оборудования. Промышленный ультразвук имеет предел пропускной способности. Если скорость потока превышает расчетную, время воздействия сокращается, и эмульсия просто «проскакивает» зону обработки неизменной. Решение простое: установите расходомер и ограничительный клапан, либо добавьте параллельную линию обработки. Другая частая проблема — игнорирование влияния солености воды. Высокая минерализация изменяет электропроводность среды и может смещать резонансную частоту системы. В таких случаях требуется регулярная перекалибровка генератора, которую современные цифровые системы выполняют автоматически, но старые аналоговые модели требуют ручного вмешательства.
Также стоит упомянуть проблему загрязнения самих излучателей. Со временем на поверхности мембран может образовываться парафиновый или асфальтосмолистый налет, который экранирует ультразвук. Мы рекомендуем включать в регламент обслуживания процедуру периодической промывки излучателей растворителями или горячей водой под давлением. Некоторые передовые установки имеют режим самоочистки, когда на короткое время подается максимальная мощность в импульсном режиме, сбивающий свежие отложения. Отсутствие такого обслуживания может снизить эффективность установки на 40–50% всего за месяц работы.
Экономическое обоснование и окупаемость инвестиций
Внедрение технологий ультразвукового деэмульгирования — это не просто статья расходов на экологию, а инвестиция с четким сроком окупаемости. Снижение объема нефтегрязи, подлежащей утилизации как опасные отходы, напрямую уменьшает экологические платежи. Но главная выгода скрыта в рекуперации. Извлекая из шлама товарную нефть, предприятие фактически создает новый источник сырья. Расчеты показывают, что при содержании нефти в шламе выше 15%, установка окупается за 8–14 месяцев за счет продажи восстановленного продукта. При этом операционные расходы на электроэнергию составляют лишь малую долю от стоимости полученной нефти.
Компании, использующие оборудование с собственными ключевыми технологиями и патентами, получают дополнительное преимущество в виде снижения зависимости от импортных реагентов, цены на которые волатильны и привязаны к валюте. Физический метод защищает бюджет от рыночных колебаний. Кроме того, чистое производство улучшает имидж компании в глазах регуляторов и международных партнеров, что становится все более важным фактором в условиях ужесточения экологических стандартов в 2025–2026 годах. Реализация ресурсного использования загрязненной нефти превращает бывший убыточный актив (шламонакопители) в источник прибыли.
Часто задаваемые вопросы
Можно ли использовать промышленный ультразвук для любых типов нефти?
Да, технология универсальна, но требует индивидуальной настройки параметров. Для легких нефтей используются высокие частоты и меньшая мощность, для тяжелых и высоковязких — низкие частоты и высокая интенсивность. Оборудование должно иметь возможность регулировки под конкретное сырье.
Каков срок службы ультразвуковых излучателей?
При правильной эксплуатации и отсутствии абразивного износа срок службы пьезокерамических элементов составляет от 3 до 5 лет. Критическим фактором является соблюдение температурного режима и отсутствие работы «на сухую». В установках с системой автоподстройки частоты ресурс обычно выше.
Требуется ли специальное разрешение для эксплуатации таких установок?
Поскольку метод является физическим и не использует опасные химические вещества, требования к лицензированию значительно ниже, чем для химических цехов. Однако оборудование должно соответствовать стандартам электробезопасности (например, ГОСТ или ЕАС) и иметь сертификаты соответствия.
Насколько сложно обслуживать систему?
Обслуживание минимально и сводится к визуальному осмотру, проверке контактов и периодической очистке излучателей. Современные системы оснащены диагностикой, которая заранее предупреждает о возможных неисправностях, позволяя планировать ремонт без аварийных остановок производства.
Заключение: выбор надежного партнера для модернизации
Настройка высокочастотного ультразвука — это сложный инженерный процесс, требующий глубокого понимания физики жидкостей и особенностей нефтедобычи. Ошибки на этапе проектирования или запуска могут стоить дорого, но правильный подход открывает путь к значительной экономии и экологической безопасности. Выбор поставщика оборудования играет решающую роль. Вам нужен партнер, который предлагает не просто «железо», а комплексное решение с отлаженными алгоритмами управления и реальной экспертизой.
ООО Цзянсу Анькэ Экологические Технологии зарекомендовало себя как высокотехнологичное предприятие, способное решать задачи любой сложности в сфере экологической переработки нефти. Их установки для ультразвукового деэмульгирования с рекуперацией нефти и очисткой уже доказали свою эффективность на практике, помогая нефтяным месторождениям и заводам снизить объем отходов и реализовать чистое производство. Сочетание почти тридцати государственных патентов, опыта работы с лидерами отрасли и фокуса на ресурсосбережении делает их продукцию одним из лучших выборов на современном рынке. Не откладывайте модернизацию своих активов — технологическое отставание сегодня означает прямые финансовые потери завтра.
Если вы готовы повысить эффективность своего производства и снизить экологические риски, свяжитесь с нашими специалистами для получения детального технико-экономического обоснования под ваши конкретные условия. Промышленный ультразвук для нефтепереработки — это технология будущего, доступная уже сегодня.