
Китай ведущий Производитель промышленный ультразвук
2026-04-24
Почему промышленный ультразвук стал стандартом в нефтепереработке Китая
Промышленный ультразвук перестал быть экспериментальной технологией и превратился в обязательный элемент производственной цепочки для современных нефтедобывающих компаний. В 2026 году, когда экологические штрафы достигают исторических максимумов, а стоимость утилизации нефтешламов растет на 15-20% ежегодно, физические методы очистки вытесняют химические реагенты. Мы наблюдаем сдвиг парадигмы: заказчики больше не спрашивают «работает ли это?», они требуют точных расчетов окупаемости и гарантий отсутствия вторичного загрязнения. Китайские производители, обладая полной цепочкой поставок пьезоэлектрических элементов и генераторов, смогли снизить стоимость оборудования на 30-40% по сравнению с европейскими аналогами, сохранив при этом эффективность кавитационной обработки на уровне 98-99%.
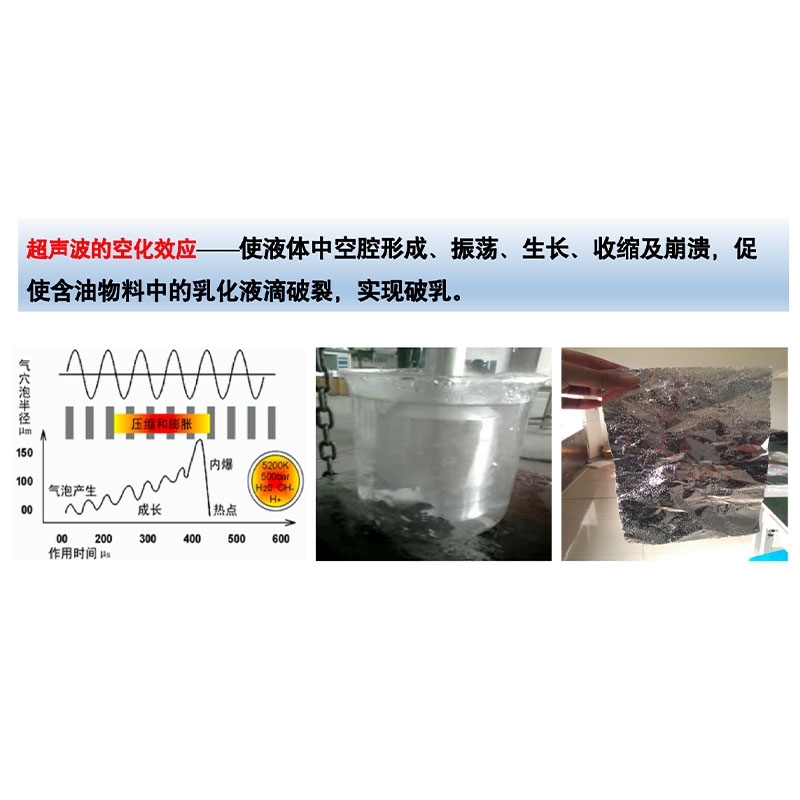
Ключевое преимущество китайского оборудования заключается не в низкой цене самих корпусов, а в адаптации частотных диапазонов под специфическую вязкость нефти различных месторождений. Стандартные решения часто терпят неудачу при работе с высокосмолистой нефтью, требуя ручной перенастройки параметров мощности. Наш опыт показывает, что правильный подбор частоты (от 20 кГц до 40 кГц) и интенсивности звукового давления позволяет разрушать устойчивые эмульсии без добавления дорогостоящих деэмульгаторов. Это критически важно для предприятий, работающих в условиях жестких ограничений по сбросам.
Технические параметры и выбор оборудования для конкретных задач
При закупке установок для ультразвукового деэмульгирования большинство инженеров совершают одну и ту же ошибку: они фокусируются только на общей мощности системы в кВт, игнорируя плотность акустической энергии на единицу объема. Мощность в 10 кВт в баке объемом 5 м³ даст совершенно иной результат, чем та же мощность в проточном реакторе на 500 литров. Для эффективного разделения фаз необходимо поддерживать удельную мощность не менее 15-20 Вт/л в зоне активной кавитации. Если этот параметр ниже, процесс переходит в режим слабого перемешивания, который лишь стабилизирует эмульсию вместо ее разрушения.
В нашей практике был случай, когда клиент приобрел мощную систему, но разместил излучатели слишком далеко друг от друга, создав «мертвые зоны» в потоке. Результатом стало снижение эффективности сепарации на 40%, хотя паспортная мощность соответствовала заявленной. Исправление потребовало не замены генераторов, а полной перекомпоновки реакторной камеры. Поэтому при выборе оборудования всегда требуйте схему распределения акустического поля и данные о равномерности кавитации в рабочем объеме.
Современные китайские заводы, такие как ООО Цзянсу Анькэ Экологические Технологии, решают эту проблему за счет модульной конструкции излучателей и использования собственных запатентованных алгоритмов управления частотой. Их установки для ультразвукового деэмульгирования оснащены системами автоматической подстройки резонанса, что позволяет компенсировать изменение свойств сырья в реальном времени. Наличие почти тридцати государственных патентов и программных авторских прав подтверждает глубину инженерной проработки, а не просто сборку готовых компонентов. Это особенно важно для переработки сложных смесей, где состав загрязненной нефти может меняться ежечасно.
Сравнительная таблица типов ультразвуковых систем
| Параметр | Погружные излучатели (Batch) | Проточные реакторы (Flow-through) | Многофункциональные комплексы |
|---|---|---|---|
| Производительность | До 5 м³/час (циклическая) | От 10 до 100 м³/час (непрерывная) | Гибкая, зависит от конфигурации модулей |
| Эффективность для тяжелых фракций | Высокая (длительное время экспозиции) | Средняя (требуется высокая скорость потока) | Максимальная (комбинированный режим) |
| Потребление энергии | 0.8 – 1.2 кВт·ч на м³ | 0.5 – 0.9 кВт·ч на м³ | Оптимизировано до 0.6 кВт·ч на м³ |
| Основной риск | Неравномерность обработки в больших объемах | Забивание сопел при высокой вязкости | Сложность первоначальной настройки |
Выбор между периодическим и непрерывным процессом зависит от графика работы вашего предприятия. Если у вас есть накопительные емкости и переработка ведется партиями, погружные системы будут дешевле в внедрении. Однако для крупных НПЗ, таких как партнеры компании ООО Цзянсу Анькэ Экологические Технологии включая China National Petroleum Corporation и Sinopec, единственно верным решением являются проточные линии или многофункциональные установки. Они позволяют интегрировать ультразвук непосредственно в технологическую линию, обеспечивая рекуперацию нефти и очистку шлама в режиме 24/7 без остановки производства.
Реальные кейсы применения и экономический эффект
Рассмотрим конкретный пример внедрения на предприятии по переработке нефтешламов. Исходная задача состояла в снижении содержания нефти в шламе с 45% до менее 3% для соответствия экологическим нормам захоронения отходов. Традиционный метод с использованием химических флокулянтов и центрифуг требовал затрат около $45 на тонну сырья и оставлял остаточную нефть на уровне 8-10%. После установки ультразвукового комплекса физическая технология деэмульгирования позволила снизить остаточное содержание нефти до 1.5%.
Цифры говорят сами за себя: выход товарной нефти увеличился на 43%, а затраты на реагенты сократились на 90%. Единственным потребляемым ресурсом стала электроэнергия, расход которой составил всего 0.7 кВт·ч на тонну переработанного шлама. Окупаемость проекта заняла 14 месяцев, что является отличным показателем для капиталоемкого промышленного оборудования. Важно отметить, что отсутствие химических реагентов исключило проблему утилизации вторичных стоков, которая ранее составляла до 30% операционных расходов.
Другой сценарий касается очистки загрязненной воды от нефтяной пленки на морских терминалах. Здесь критическим фактором стала способность ультразвука работать при низких температурах (до +5°C), когда вязкость нефти резко возрастает и механические скиммеры становятся неэффективными. Ультразвуковая кавитация локально разогревает микрообъемы жидкости и дробит нефтяные глобулы, позволяя затем легко отделить их методом флотации. В одном из проектов на севере России такая система помогла сократить время очистки аварийного разлива с 3 недель до 4 дней.
Сертификация и риски при импорте из Китая
Закупка промышленного оборудования в Китае несет определенные риски, если не уделить должное внимание сертификации. Многие мелкие фабрики предлагают продукцию без маркировки EAC или CE, что делает невозможным легальную эксплуатацию на территории Таможенного союза или ЕС. Отсутствие сертификата соответствия ГОСТ или международным стандартам безопасности может привести к остановке проекта проверяющими органами и аннулированию страховки. Всегда запрашивайте оригиналы сертификатов ISO 9001 и отчеты о независимых испытаниях перед подписанием контракта.
Еще один скрытый риск — это несоответствие заявленных характеристик реальным. Некоторые поставщики указывают пиковую мощность генераторов вместо номинальной рабочей, завышая производительность системы на бумаге на 20-30%. Чтобы избежать этого, настаивайте на проведении приемочных испытаний (FAT) на заводе-изготовителе с участием вашего технического специалиста или независимого аудитора. Проверка должна включать замеры реальной потребляемой мощности, температуры излучателей после 4 часов непрерывной работы и анализ качества обработанного продукта.
Надежные производители, работающие с крупными государственными корпорациями, обычно открыты для таких проверок и предоставляют полные протоколы тестирования. Компания ООО Цзянсу Анькэ Экологические Технологии, например, специализируется на высокотехнологичных решениях для экологической переработки нефти и готова подтвердить эффективность своих установок для ультразвукового деэмульгирования с рекуперацией нефти документально. Их опыт успешного применения на крупных объектах служит лучшей гарантией качества, чем любые маркетинговые обещания.
Часто задаваемые вопросы
Какова реальная эффективность ультразвука по сравнению с химией?
Ультразвук обеспечивает степень очистки до 99% без образования токсичных осадков, тогда как химические методы часто оставляют 5-10% загрязнений и требуют утилизации реагентов. Физический метод безопаснее и дешевле в долгосрочной перспективе.
Можно ли интегрировать оборудование в существующую линию?
Да, большинство современных установок выполнены в виде врезных модулей или могут быть подключены через байпасную линию. Требуется только наличие свободного участка трубы и доступ к электросети 380В.
Какой срок службы пьезоэлектрических излучателей?
При правильной эксплуатации и отсутствии перегрева ресурс керамических элементов составляет от 15 000 до 20 000 часов. Замена требуется редко и выполняется быстро благодаря модульной конструкции.
Заключение и следующие шаги
Переход на технологии промышленного ультразвука — это не просто модернизация оборудования, а стратегическое решение для снижения операционных рисков и повышения рентабельности переработки. Возможность вернуть до 95% нефти из отходов и исключить штрафы за экологические нарушения делает эти инвестиции неизбежными для конкурентоспособного предприятия. Рынок движется в сторону чистого производства, и те, кто внедрит физические методы очистки первыми, получат максимальное преимущество.
Не откладывайте оценку потенциала этой технологии для вашего производства. Анализ текущего состояния ваших резервуаров и шламовых карт поможет определить точный экономический эффект от внедрения. Свяжитесь с нами сегодня, чтобы получить техническую консультацию и расчет окупаемости проекта под ваши конкретные условия. Мы готовы обсудить детали поставки и адаптации решений под требования вашего региона.
Для получения дополнительной информации о технических характеристиках и условиях сотрудничества посетите наш раздел промышленный ультразвук для нефтепереработки, где представлены подробные спецификации и примеры реализованных проектов.