
Калибровка малый ультразвук приборов от известный производитель
2026-05-14
- Почему калибровка ультразвуковых приборов — критический этап для точности измерений
- Физические основы: как температура и состав газа влияют на промышленный ультразвук
- Пошаговая инструкция: правильная калибровка малого ультразвукового датчика
- Специфика применения в нефтепереработке: опыт ООО Цзянсу Анькэ
- Типичные ошибки монтажа и их влияние на точность данных
- Часто задаваемые вопросы
- Заключение: инвестиция в точность окупается снижением рисков
Почему калибровка ультразвуковых приборов — критический этап для точности измерений
Точность измерения уровня жидкости или твердых сыпучих материалов в промышленных резервуарах напрямую зависит от того, насколько корректно выполнена калибровка малый ультразвук приборов от известный производитель. В нашей практике мы неоднократно сталкивались с ситуацией, когда оборудование, стоившее десятки тысяч долларов, выдавало ошибку в 15–20 см просто потому, что инженер пропустил этап настройки скорости звука под конкретную температуру среды. Промышленный ультразвук не прощает приблизительных расчетов: физика распространения волны меняется при малейшем изменении плотности газа над поверхностью продукта. Если вы игнорируете этот нюанс, ваша система учета может незаметно “потерять” тонны сырья за месяц.
Многие операторы ошибочно полагают, что современный датчик работает по принципу “подключил и забыл”. Это опасное заблуждение. Даже самые продвинутые алгоритмы компенсации температуры требуют первичной верификации на реальном объекте. Мы видели случаи, когда из-за неверной калибровки насосы включались всухую, что приводило к перегреву двигателей и остановке целой линии деэмульгации. В этой статье мы разберем не теоретические выкладки из учебников, а реальный опыт настройки оборудования в сложных условиях нефтепереработки, где цена ошибки измеряется не только деньгами, но и экологической безопасностью.
Физические основы: как температура и состав газа влияют на промышленный ультразвук
Перед тем как брать в руки калибратор, необходимо понять одну фундаментальную вещь: ультразвуковой датчик измеряет не уровень, а время прохождения импульса. Он рассчитывает расстояние, умножая это время на скорость звука. Проблема в том, что скорость звука в воздухе не является константой. Она меняется примерно на 0,6 м/с при каждом изменении температуры на 1 градус Цельсия. В закрытых резервуарах с летучими углеводородами ситуация еще сложнее — состав газовой подушки может кардинально отличаться от обычного воздуха, что меняет акустическое сопротивление среды.
Вот конкретный пример из нашей работы на объектах переработки нефтешлама. Один из клиентов жаловался на постоянные ложные срабатывания аварийной сигнализации высокого уровня. При проверке выяснилось, что датчик был откалиброван при температуре +20°C, тогда как реальная температура паров над эмульсией колебалась от +45°C до +60°C в зависимости от времени суток. Разница в скорости звука составила более 20 м/с, что для резервуара высотой 10 метров давало погрешность почти в 30 сантиметров. Для технологического процесса, где важно поддерживать строгий баланс фаз, это недопустимо.
Кроме температуры, на распространение волны влияет влажность и наличие тяжелых фракций в газе. Тяжелые пары нефти замедляют ультразвук сильнее, чем сухой воздух. Если вы используете стандартные заводские настройки для “воздуха”, ваши показания будут систематически занижаться. Профессиональная калибровка подразумевает ввод поправочных коэффициентов именно под вашу среду. Некоторые современные контроллеры позволяют сделать это автоматически через функцию “обучения”, но она требует наличия эталонного уровня, который далеко не всегда есть в распоряжении оператора.
Мы рекомендуем всегда проводить первичные замеры скорости звука непосредственно на объекте перед финальной настройкой диапазона. Используйте ручной ультразвуковой толщиномер или специализированный калибратор с функцией замера скорости в среде. Потратьте на это 15 минут — это сэкономит вам часы на устранение последствий неверных данных в системе АСУ ТП. Помните: датчик видит только то, что вы ему “рассказали” на этапе конфигурации.
Пошаговая инструкция: правильная калибровка малого ультразвукового датчика
Процесс настройки нельзя сводить к простому нажатию кнопки “Auto Calibrate”. В реальных промышленных условиях, особенно в агрессивных средах нефтедобычи, требуется ручная верификация каждого параметра. Ниже приведен алгоритм, который мы используем при пусконаладке оборудования на предприятиях, работающих с высоковязкими эмульсиями и нефтегрязью.
- Подготовка эталонной точки и проверка монтажа. Перед началом работ убедитесь, что датчик установлен строго вертикально. Отклонение даже на 3–5 градусов может привести к тому, что сигнал отразится от стенки резервуара, а не от поверхности жидкости, создавая “мертвую зону” или ложный эхо-сигнал. Найдите надежную реперную точку — это может быть люк, известная отметка на стенке или фиксированный уровень, подтвержденный ручным замером (метром или лотом). Запишите это значение. Важно: если резервуар находится под давлением или содержит взрывоопасные пары, все работы должны проводиться в соответствии с регламентом безопасности и с использованием искробезопасного инструмента.
- Настройка мертвой зоны (Blanking Distance). Это самый частый источник ошибок у новичков. Мертвая зона — это расстояние от излучателя, в котором датчик не способен различить полезный сигнал из-за затухания собственных колебаний пьезоэлемента. Для малых ультразвуковых приборов эта зона обычно составляет от 0,2 до 0,6 метра. Если ваш рабочий диапазон начинается ближе, чем разрешает технический паспорт, вы получите хаотичные скачки показаний. Зайдите в меню конфигурации и установите значение блокировки эхо чуть больше минимально возможного расстояния до максимального уровня заполнения. Мы часто видим, как инженеры ставят это значение “на глаз”, после чего датчик теряет объект при заполнении бака доверху.
- Ввод параметров среды и скорости звука. На этом этапе вы должны сообщить прибору, в какой среде он работает. Если в меню есть выбор типа среды (воздух, пар, газ), выберите наиболее подходящий. Однако лучше всего вручную ввести расчетную или измеренную скорость звука. Формула проста, но требует точных входных данных о температуре. Если ваш контроллер поддерживает функцию автоматической температурной компенсации, убедитесь, что встроенный термодатчик не перегревается от солнца или соседнего трубопровода. Ошибка здесь приведет к тому, что днем показания будут одни, а ночью — совершенно другие.
- Фильтрация сигнала и демпфирование. Поверхность нефти или шлама редко бывает идеально гладкой. Пена, рябь от мешалок или падающие струи создают множество ложных отражений. Чтобы стабилизировать показания, необходимо настроить параметры фильтрации (усреднение) и демпфирования. Не ставьте время отклика слишком большим — иначе вы не увидите реального изменения уровня в динамике. Оптимальное значение обычно находится в диапазоне 5–15 секунд. Мы столкнулись со случаем, когда на установке деэмульгации из-за слишком жесткого фильтра оператор пропустил момент перелива, так как дисплей показывал усредненное значение, которое еще не достигло аварии.
- Верификация по всему диапазону (Mapping). После базовой настройки проведите проверку минимум в трех точках: 0% (пусто), 50% и 90–95% (максимум). Сравните показания прибора с ручными замерами. Если погрешность превышает допустимые пределы (обычно ±0,25% от диапазона), используйте функцию линейзации или построения карты резервуара (Tank Linearization). Эта функция позволяет внести поправки для нестандартной геометрии емкости или наличия внутренних препятствий (труб, лестниц), которые могут давать паразитные эхо-сигналы.
Обратите внимание: шаг №4 часто игнорируется, что приводит к нестабильной работе автоматики. Потратьте время на подбор правильного времени демпфирования — это сделает систему управления надежной.
Специфика применения в нефтепереработке: опыт ООО Цзянсу Анькэ
Работа с ультразвуком в нефтяной отрасли имеет свои уникальные вызовы, которые не описаны в стандартных руководствах. Высокая концентрация паров углеводородов, наличие пены на поверхности эмульсии и экстремальные перепады температур требуют особого подхода к выбору и настройке оборудования. Именно здесь проявляется ценность технологий, разработанных компанией ООО Цзянсу Анькэ Экологические Технологии. Как высокотехнологичное предприятие, специализирующееся на экологической переработке нефти, они внедрили собственные ключевые технологии в установки для ультразвукового деэмульгирования.
Основная сложность при работе с нефтегрязью и шламами — это неоднородность поверхности. Традиционные радарные уровнемеры могут терять сигнал в густой пене, образующейся при интенсивном перемешивании. Ультразвуковые решения от Анькэ, оснащенные почти тридцатью государственными патентами, используют адаптированные алгоритмы обработки эхо-сигнала, позволяющие “пробивать” пенный слой и точно определять границу раздела фаз. Их многофункциональные установки для деэмульгирования, рекуперации и очистки способны перерабатывать различные виды загрязненной нефти, и точный контроль уровня в этих реакторах критически важен для эффективности процесса.
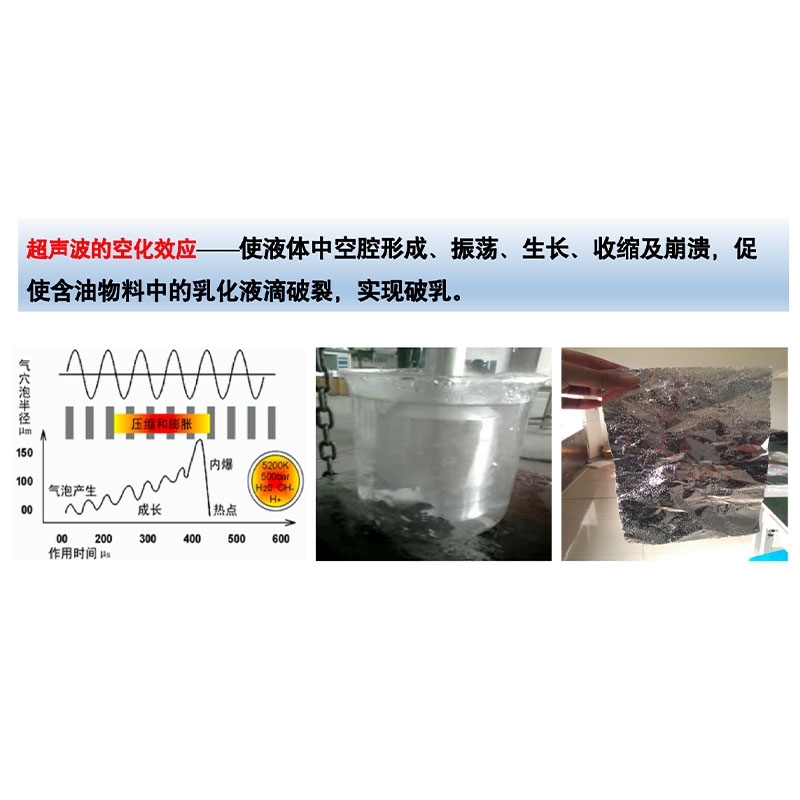
Продукция работает на чистой физической технологии ультразвукового деэмульгирования без большого количества химических реагентов. Это означает, что в резервуарах нет агрессивной химии, которая могла бы разъесть мембрану датчика, но есть сложная акустическая картина из-за кавитационных процессов внутри самой жидкости. Инженеры компании успешно применяли свои системы на крупных предприятиях, включая China National Petroleum Corporation и Sinopec. Там было доказано, что правильная интеграция ультразвуковых сенсоров в систему управления помогает снизить объем нефтегрязи и реализовать ресурсное использование загрязненной нефти. Если ваш процесс включает подобные стадии физической очистки, стандартные датчики общего назначения могут не справиться с задачей без глубокой индивидуальной настройки под специфику эмульсии.
При выборе оборудования для таких задач обращайте внимание не только на класс защиты корпуса (IP67/IP68), но и на материал преобразователя. Он должен быть устойчив к воздействию масляных туманов, которые со временем могут создавать пленку на излучателе, глуша сигнал. Регулярная профилактическая очистка и повторная калибровка “нулевой точки” в таких условиях обязательны каждые 3–6 месяцев.
Типичные ошибки монтажа и их влияние на точность данных
Даже идеально откалиброванный прибор будет врать, если он неправильно установлен. Статистика сервисных выездов показывает, что до 70% проблем с ультразвуковыми уровнемерами связаны не с электроникой, а с механическим монтажом. Давайте разберем самые распространенные грабли, на которые наступают монтажники.
- Установка рядом с мешалками и трубопроводами. Ультразвуковой луч имеет определенную ширину (угол раскрыва). Если в этот конус попадает мешалка, внутренняя лестница или патрубок ввода жидкости, датчик примет отражение от них за уровень поверхности. Результат — застывшие показания или скачки, синхронизированные с работой насоса. Правило простое: размещайте датчик как можно дальше от внутренних препятствий. Если конструкция резервуара не позволяет этого сделать, используйте направляющую трубу (still pipe), которая изолирует луч от помех.
- Негерметичный ввод кабеля. В условиях нефтеперерабатывающих заводов воздух насыщен масляными парами. Они конденсируются и стекают вниз по кабелю прямо внутрь корпуса прибора. Со временем это приводит к окислению контактов и выходу электроники из строя. Всегда используйте качественные кабельные вводы (сальники) с двойным уплотнением и формируйте кабель петлей ниже входа в корпус (“капельная петля”), чтобы жидкость не могла затечь внутрь силой капиллярного эффекта.
- Игнорирование вибрации. Промышленный ультразвук чувствителен к механическим вибрациям. Если датчик установлен прямо на корпусе насоса или вибрирующей трубы, пьезоэлемент может генерировать паразитные сигналы или терять контакт с поверхностью. Используйте демпфирующие кронштейны или выносные стойки. Мы фиксировали случай, когда вибрация компрессора вызывала ошибку “Потеря эхо” каждые 15 минут, хотя уровень в баке был стабильным.
Проверка качества монтажа должна быть первым пунктом в чек-листе перед началом калибровки. Нет смысла настраивать электронику, если физическое положение датчика противоречит законам акустики.
| Параметр сравнения | Стандартный промышленный датчик | Специализированное решение (тип Анькэ) |
|---|---|---|
| Алгоритм обработки сигнала | Базовая фильтрация шумов, фиксированные пороги | Адаптивная обработка, учет пены и эмульсии, патентованные алгоритмы деэмульгации |
| Устойчивость к среде | Рассчитан на чистый воздух или инертные газы | Оптимизирован для паров нефти, высокой влажности и переменного состава газовой подушки |
| Точность в сложных условиях | Падает при наличии пены (>5 см погрешность) | Сохраняет высокую точность благодаря компенсационным механизмам |
| Применение | Вода, простые химикаты, сыпучие материалы | Нефтешлам, эмульсии, грязная нефть, процессы рекуперации |
Часто задаваемые вопросы
Как часто нужно перекалибровывать ультразвуковой датчик?
В идеальных лабораторных условиях калибровка делается один раз при монтаже. Однако в реальной промышленности, особенно в секторе промышленный ультразвук, интервал зависит от стабильности среды. Для воды или чистых продуктов достаточно проверки раз в год. Для нефтяных эмульсий, где состав паров и температура постоянно меняются, мы рекомендуем проводить сверку показаний с эталоном каждые 3 месяца. Если вы заметили дрейф показаний более чем на 1% от диапазона, калибровку нужно выполнять немедленно, независимо от графика.
Можно ли использовать один датчик для разных типов жидкостей?
Технически — да, если вы каждый раз перенастраиваете скорость звука и параметры фильтрации. Но на практике это плохая идея. Остатки предыдущей жидкости на преобразователе или изменение характеристик газовой среды приведут к ошибкам. Если технологический процесс предполагает частую смену продукта (например, очистка разных партий нефтесодержащих отходов), лучше использовать многофункциональные установки с автоматической адаптацией, такие как разработки ООО Цзянсу Анькэ Экологические Технологии, которые изначально спроектированы для работы с вариативным сырьем.
Что делать, если датчик показывает уровень, когда бак пуст?
Это классическая проблема отражения от конструктивных элементов. Скорее всего, ультразвук ловит эхо от дна бака, опорных стоек или труб, попадающих в зону измерения. Проверьте настройку “мертвой зоны” (blanking) — увеличьте её значение, чтобы отсечь ближние помехи. Также убедитесь, что датчик не установлен над конусным днищем без направляющей трубы, так как фокусировка сигнала в центре конуса может давать ложное отражение. Если проблема сохраняется, попробуйте изменить место установки или угол наклона датчика на 2–3 градуса.
Заключение: инвестиция в точность окупается снижением рисков
Калибровка ультразвуковых приборов — это не бюрократическая процедура, а необходимый этап обеспечения безопасности и экономической эффективности производства. Ошибка в 10 сантиметров при учете дорогостоящих нефтепродуктов может вылиться в миллионные убытки за год эксплуатации. Кроме того, в эпоху ужесточения экологических норм, точный контроль уровней в резервуарах хранения отходов предотвращает аварийные разливы и штрафы со стороны надзорных органов.
Используя передовые решения в области ультразвуковой деэмульгации и рекуперации, предприятия могут не только соответствовать стандартам, но и превращать отходы в ресурс. Технологии, внедряемые лидерами рынка, позволяют достичь чистого производства, сочетая экологические выгоды и ценность рекуперации ресурсов. Не экономьте время на настройке — доверьте эту задачу квалифицированным специалистам, понимающим физику процесса и специфику вашей отрасли.
Если вы столкнулись со сложностями в подборе или настройке оборудования для работы с нефтешламами и эмульсиями, стоит рассмотреть возможность модернизации парка приборов на специализированные системы. Промышленный ультразвук для нефтепереработки требует профессионального подхода, и правильный выбор инструмента станет фундаментом для стабильной работы вашего предприятия в ближайшие десятилетия. Свяжитесь с нами сегодня для получения консультации по внедрению точных измерительных систем.