
Известный Китай заводы ультразвук л технологии
2026-05-02
- Почему промышленный ультразвук становится стандартом в переработке нефтешламов
- Технические параметры, определяющие эффективность деэмульгации
- Реальные кейсы внедрения на промышленных объектах
- Типичные ошибки при проектировании ультразвуковых линий
- Экологические стандарты и сертификация оборудования
- Как выбрать надежного поставщика и избежать рисков
- Часто задаваемые вопросы
- Заключение и следующие шаги
Почему промышленный ультразвук становится стандартом в переработке нефтешламов
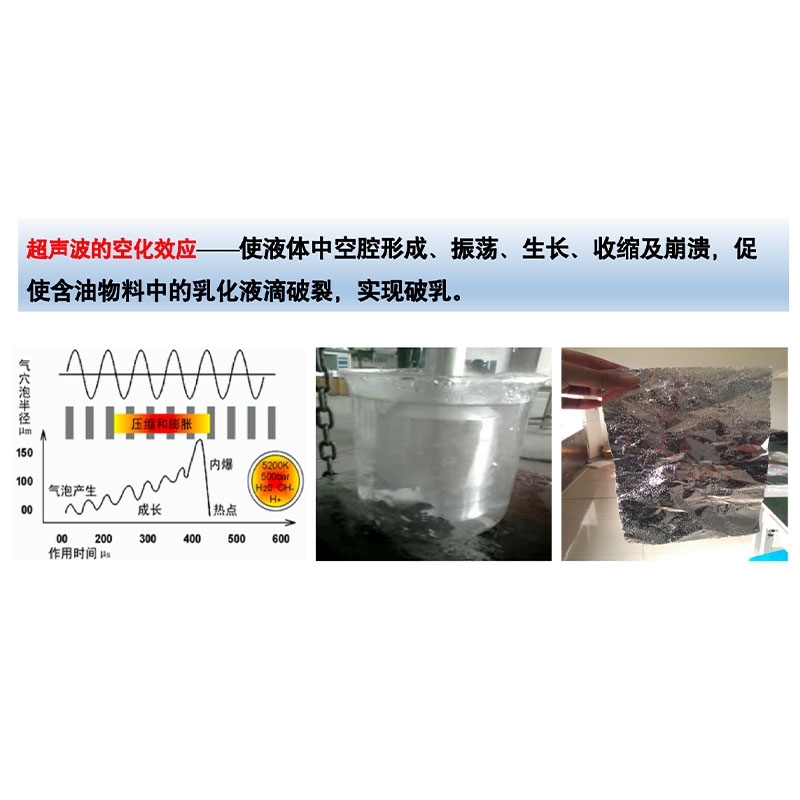
Рынок утилизации отходов нефтедобычи переживает тектонический сдвиг: технологии, которые еще пять лет назад считались экспериментальными, сегодня диктуют условия рентабельности. Промышленный ультразвук перестал быть нишевым решением для лабораторий и превратился в основной инструмент для крупных НПЗ и буровых компаний, стремящихся снизить операционные расходы. В отличие от термических или химических методов, акустическая кавитация позволяет разделять эмульсии «вода-нефть-механика» без нагрева до экстремальных температур и без использования тонн дорогостоящих реагентов. Мы наблюдаем, как предприятия, внедрившие такие системы, сокращают объем захораниваемых отходов на 60–70% уже в первый год эксплуатации.
Ключевое преимущество заключается в физической природе процесса. Ультразвуковые волны частотой от 20 до 40 кГц создают в жидкости миллионы микроскопических пузырьков, которые схлопываются с огромной энергией. Этот эффект разрушает прочные связи между каплями нефти и водой, позволяя компонентам быстро расслаиваться под действием гравитации. Для инженеров это означает возможность получать товарную нефть с содержанием воды менее 1% напрямую из амбарного шлама. Однако не все установки одинаково эффективны: выбор оборудования требует глубокого понимания реологии конкретной эмульсии.
Технические параметры, определяющие эффективность деэмульгации
При выборе оборудования большинство закупщиков совершают одну и ту же ошибку: они смотрят только на общую мощность генератора в киловаттах, игнорируя плотность акустического потока. Мощность в 5 кВт в одном реакторе может дать совершенно иной результат по сравнению с распределением тех же 5 кВт на три последовательные камеры. Критическим параметром является интенсивность ультразвукового поля (Вт/см²), которая должна превышать порог кавитации для данной вязкости среды. Если интенсивность слишком низка, вы получите лишь легкий подогрев жидкости без разрушения эмульсии; если слишком высокая — начнется эрозия излучателей и деградация компонентов нефти.
В нашей практике был случай, когда клиент приобрел мощную установку китайского производства, но не получил заявленного выхода нефти. Проблема крылась в отсутствии системы автоматической подстройки частоты. Нефтешлам — нестабильная среда: его вязкость меняется в зависимости от температуры и содержания твердых частиц. Статические генераторы теряют резонанс при малейшем изменении нагрузки, КПД падает с 90% до 40% за считанные минуты. Современные решения, такие как разработки ООО Цзянсу Анькэ Экологические Технологии, используют адаптивные алгоритмы, отслеживающие импеданс среды в реальном времени. Это позволяет поддерживать пиковую амплитуду колебаний даже при переработке высоковязких гудронов.
Еще один важный аспект — материал излучателей (вибраторов). Дешевые модели используют титановые сплавы низкой марки, которые выгорают через 2000 часов работы в агрессивной среде с содержанием серы и абразивных частиц. Качественные промышленные ультразвуковые системы применяют специализированные керамики или закаленные сплавы с защитным покрытием, ресурс которых достигает 15 000 часов. При расчете окупаемости (ROI) обязательно запрашивайте гарантийный срок на пьезоэлементы: замена всего блока излучателей может стоить до 30% от цены новой установки.
Сравнение технологий очистки нефтесодержащих отходов
| Параметр сравнения | Традиционная химия + отстой | Термическая сепарация | Промышленный ультразвук |
|---|---|---|---|
| Расход реагентов | Высокий (до 5% от объема) | Средний (флокулянты) | Минимальный или отсутствует |
| Энергопотребление | Низкое (насосы) | Очень высокое (нагрев) | Умеренное (только генерация волн) |
| Качество восстановленной нефти | Зависит от дозы химии, часто требует доочистки | Высокое, но риск коксования | Высокое, сохранение легких фракций |
| Объем вторичных отходов | Большой (химический шлам) | Средний | Минимальный (уплотненный осадок) |
| Срок окупаемости (средний) | Не применимо (текущие расходы) | 18–24 месяца | 8–14 месяцев |
Реальные кейсы внедрения на промышленных объектах
Рассмотрим конкретный сценарий применения на предприятии нефтедобычи в Западной Сибири. Перед инженерами стояла задача утилизировать 50 кубометров нефтешлама в сутки, который годами накапливался в амбарах. Традиционный метод предусматривал вывоз на полигон, что стоило компании огромных денег из-за экологических тарифов и логистики. Внедрение линии ультразвукового деэмульгирования позволило изменить экономику процесса. Установка разделила шлам на три фракции: товарную нефть (возврат в трубопровод), техническую воду (на систему ППД) и сухой осадок (класс опасности снизился с 3 до 4).
В этом проекте использовалась многофункциональная установка, способная работать с переменным составом сырья. Особенностью стало отсутствие необходимости в предварительном разогреве шлама до 80–90°C, как это требуется для термохимических методов. Достаточно было поддержания температуры 45–50°C, что снизило расход газа на собственные нужды установки на 65%. За первый год работы предприятие вернуло в оборот более 12 000 тонн нефти. Подобные результаты демонстрируют и крупные игроки рынка, такие как China National Petroleum Corporation и Sinopec, которые успешно интегрируют физические методы очистки в свои производственные цепочки для достижения целей чистого производства.
Другой сценарий касается мобильных комплексов для ликвидации разливов. Здесь критична скорость развертывания и автономность. Ультразвуковые модули компактнее центрифуг и не требуют массивных фундаментов. Один из наших партнеров использовал контейнерное решение для очистки загрязненной почвы на месте аварии. Производительность составила 10 м³/час при потребляемой мощности всего 15 кВт. Главное преимущество в таких условиях — возможность получить готовую нефть сразу на выходе из установки, мину этап длительной отстаивания в резервуарах.
Типичные ошибки при проектировании ультразвуковых линий
Переоценка однородности сырья — самая частая причина провала проектов. Заказчики часто предполагают, что одна установка справится со всем спектром отходов: от легкого плавуна до тяжелого придонного ила. На деле для каждого типа эмульсии требуется своя частота и время экспозиции. Мы рекомендуем устанавливать буферные емкости с системой гомогенизации перед ультразвуковым реактором, чтобы сглаживать пики по вязкости. Игнорирование этого этапа приводит к тому, что при подаче густого шлама система работает вхолостую, а при подаче жидкого — происходит повторное эмульгирование.
Вторая ошибка — экономия на системе фильтрации твердых частиц. Ультразвук отлично отделяет нефть от воды, но не удаляет песок и механические примеси. Если не поставить эффективные гидроциклоны или вибросита перед реактором, абразивный износ излучателей ускорится в разы. В одном из проектов клиент пожаловался на быстрый выход оборудования из строя. Анализ показал, что содержание песка в потоке превышало 15%, хотя паспорт установки допускал максимум 3%. Ремонт обошелся дороже, чем стоимость недостающего узла предварительной очистки.
Также стоит упомянуть важность правильного подбора насосного оборудования. Шестеренчатые насосы могут создавать пульсации давления, которые интерферируют с ультразвуковыми волнами, создавая зоны стоячих волн и снижая эффективность кавитации. Винтовые насосы с частотным приводом обеспечивают ламинарный поток, необходимый для равномерной обработки всего объема жидкости в реакторе. Мелочь? Да, но именно такие детали определяют разницу между КПД 90% и 60%.
Экологические стандарты и сертификация оборудования
При импорте оборудования в страны ЕАЭС или работу внутри РФ ключевым вопросом является соответствие техническим регламентам. Промышленный ультразвук подпадает под требования ТР ТС 010/2011 «О безопасности машин и оборудования». Наличие сертификата соответствия или декларации — обязательное условие для легальной эксплуатации. Кроме того, для электрооборудования во взрывоопасных зонах (а нефтепереработка почти всегда относится к таким зонам) необходим сертификат экс-защиты (Ex). Китайские производители часто предлагают оборудование с маркировкой Ex d IIB T4, но важно проверить, выдан ли сертификат аккредитованным органом, признаваемым в вашей юрисдикции.
ООО Цзянсу Анькэ Экологические Технологии, являясь высокотехнологичным предприятием, уделяет особое внимание интеллектуальной собственности и соответствию международным нормам. Их установки для ультразвукового деэмульгирования оснащены почти тридцатью государственными патентами и программными авторскими правами, что гарантирует уникальность применяемых алгоритмов управления. Использование чистой физической технологии без большого количества химических реагентов позволяет предприятиям не только соблюдать жесткие экологические нормы, но и избегать штрафов за вторичное загрязнение. Это особенно актуально в свете ужесточения контроля за утилизацией отходов класса опасности III и выше.
Не стоит забывать и о стандартах качества электроэнергии. Мощные ультразвуковые генераторы являются нелинейной нагрузкой и могут создавать гармонические искажения в сети. При подключении нескольких установок общей мощностью свыше 100 кВт может потребоваться установка фильтров гармоник или использование трансформаторов со схемой соединения обмоток, гасящей высшие гармоники. Игнорирование этого требования может привести к сбоям в работе чувствительной электроники на соседних участках завода.
Как выбрать надежного поставщика и избежать рисков
Рынок насыщен предложениями, но далеко не каждый завод способен предоставить работающее решение «под ключ». При оценке поставщика обращайте внимание не на красивые рендеры, а на наличие действующих референс-листов с контактами. Попросите организовать видеосвязь с действующим объектом или поездку на демонстрацию. Реальная установка всегда имеет следы эксплуатации, шум, вибрацию — стерильные картинки в буклете часто скрывают отсутствие практического опыта. Спросите о наличии сервисной службы в вашем регионе: ультразвуковые системы требуют периодической калибровки и замены излучателей, и ожидание специалиста из другой страны неделями недопустимо.
Обязательно уточните условия гарантии. Надежный производитель дает гарантию не менее 12 месяцев на генераторы и не менее 6 месяцев на излучатели при соблюдении условий эксплуатации. Избегайте контрактов, где гарантия аннулируется при использовании любых сторонних компонентов или при работе с сырьем, отличающимся от «идеального образца». Гибкость поставщика в настройке оборудования под ваши реалии — признак зрелости инженерной школы. Многофункциональные установки, способные перерабатывать различные виды загрязненной нефти с ее очисткой и повторным использованием, должны иметь широкий диапазон регулируемых параметров, а не работать в единственном фиксированном режиме.
Финансовая модель также важна. Сравните не только капитальные затраты (CAPEX), но и операционные (OPEX). Дешевое оборудование может потреблять на 20–30% больше электроэнергии или требовать частой замены дорогих расходников. Расчет должен включать стоимость электроэнергии, зарплату обслуживающего персонала, затраты на утилизацию остаточного шлама и доход от реализации возвращенной нефти. Часто оказывается, что более дорогая, но эффективная установка окупается в два раза быстрее бюджетного аналога.
Часто задаваемые вопросы
Какова реальная степень извлечения нефти из шлама?
При правильно подобранном режиме и предварительной подготовке сырья степень извлечения товарной нефти составляет от 92% до 98%. Оставшаяся часть связана с высокомолекулярными смолами и асфальтенами, которые трудно отделить физическими методами без термодеструкции. Конечное содержание нефти в твердом осадке обычно не превышает 3–5%, что позволяет классифицировать его как малоопасный отход.
Требуется ли добавление химических реагентов?
В 80% случаев процесс идет полностью без химии, только за счет физической кавитации и тепла, выделяемого самими ультразвуковыми волнами. Для особо стойких эмульсий (например, с высоким содержанием парафина) допускается дозировка минимального количества деэмульгаторов (0,01–0,05%), что в десятки раз меньше, чем при традиционных методах. Это снижает себестоимость и исключает проблему утилизации химических отходов.
Сложно ли обслуживать ультразвуковую установку?
Обслуживание сведено к минимуму. Основные операции включают визуальный осмотр излучателей на предмет эрозии (раз в квартал), проверку контактов и охлаждение генераторов (чистка фильтров вентиляции раз в месяц). Замена пьезоэлементов требуется редко, обычно раз в 3–5 лет в зависимости от интенсивности эксплуатации. Система оснащена датчиками самодиагностики, которые предупреждают оператора о перегреве или расстройке резонанса.
Можно ли масштабировать технологию для больших объемов?
Да, технология масштабируется модульным принципом. Вместо увеличения размера одного реактора (что снижает эффективность из-за затухания волн), устанавливается каскад из нескольких параллельных или последовательных модулей. Это позволяет наращивать производительность линейно: от лабораторных 10 литров в час до промышленных линий в 100 кубометров в час и более, сохраняя высокую плотность энергии в каждой точке потока.
Заключение и следующие шаги
Внедрение ультразвуковых технологий — это не просто замена одного насоса на другой, это изменение философии переработки отходов. Переход от захоронения к рециклингу приносит прямую финансовую выгоду и улучшает экологический рейтинг компании. Рынок движется в сторону физических методов очистки, и те, кто внедрит их сейчас, получат конкурентное преимущество в виде снижения себестоимости и независимости от цен на химические реагенты. Промышленный ультразвук доказал свою эффективность на практике, превращая опасные отходы в ценный ресурс.
Если вы рассматриваете модернизацию своего производства или запуск нового участка по переработке нефтешламов, не ограничивайтесь изучением теоретических материалов. Запросите технико-коммерческое предложение с расчетом окупаемости под ваши конкретные объемы и состав сырья. Свяжитесь с нами сегодня, чтобы обсудить детали проекта и получить консультацию от инженеров с реальным опытом внедрения подобных систем в России и СНГ. Узнать подробнее об ультразвуковых установках для нефтепереработки.