
Ведущий производитель тонкий ультразвук для промышленности
2026-04-30
Почему промышленный ультразвук становится стандартом деэмульгирования в 2026 году
В нашей практике внедрения оборудования на нефтеперерабатывающих заводах мы наблюдаем четкий сдвиг: традиционные химические методы уступают место физическим решениям, где промышленный ультразвук выступает ключевым фактором эффективности. Если еще пять лет назад заказчики спрашивали о цене реагентов, то сегодня главный вопрос звучит иначе: «Как быстро установка окупится за счет возврата товарной нефти?». Ответ кроется в технологии кавитации, которая разрывает эмульсии без изменения химического состава продукта. Это не теоретическая выгода — один из наших клиентов столкнулся с ситуацией, когда использование устаревших центрифуг привело к потере 12% полезной фракции в шлам, тогда как переход на ультразвуковую систему вернул эти объемы в производственный цикл уже в первый месяц эксплуатации.
Современные требования экологической безопасности диктуют новые правила игры. Заводы больше не могут просто закачивать отходы в амбары или сжигать их с огромными выбросами. Государственные стандарты ужесточаются, а штрафы за вторичное загрязнение растут экспоненциально. В этом контексте оборудование, работающее на чистой физической энергии волн высокой частоты, становится единственным рациональным выбором для крупных игроков рынка, таких как China National Petroleum Corporation и Sinopec, которые уже внедрили подобные линии на своих активах.
Физика процесса: почему частота имеет решающее значение
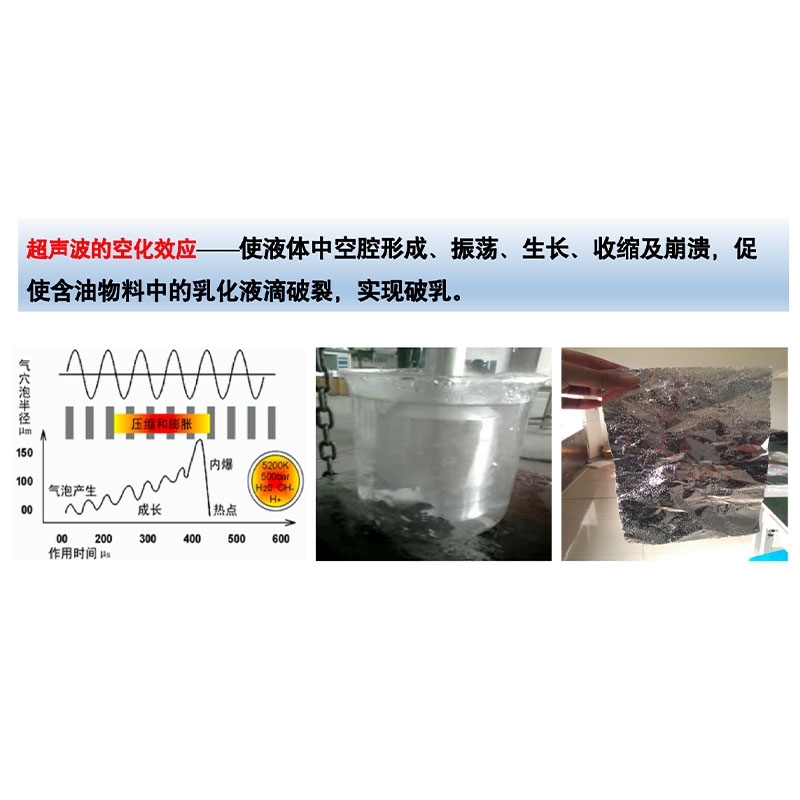
Многие инженеры совершают ошибку, полагая, что любой генератор высокой мощности справится с задачей. На самом деле, эффективность разделения эмульсии типа «вода в нефти» напрямую зависит от резонансной частоты воздействия. Слишком низкая частота вызывает лишь нагрев среды, не разрушая прочные связи между каплями воды и нефтяной матрицей. Слишком высокая — создает микропузырьки, которые схлопываются недостаточно агрессивно для разрыва пленки.
Оптимальный диапазон для промышленных задач лежит в узком коридоре, который мы определяем экспериментально для каждого типа сырья. Когда ультразвуковая волна проходит через эмульсию, возникает явление акустической кавитации. Пузырьки газа растут и резко схлопываются, создавая локальные зоны давления до нескольких тысяч атмосфер и температуры до 5000°C (хотя средняя температура среды остается низкой). Этот микровзрыв разрывает оболочку вокруг капель воды, позволяя им коалесцировать — объединяться в крупные капли и оседать под действием гравитации.
Мы видели случаи, когда попытка сэкономить на датчиках частоты приводила к тому, что установка работала полгода впустую, просто грея нефть. Поэтому при выборе системы критически важно смотреть не на общую мощность трансформатора, а на стабильность поддержания резонанса в меняющейся среде. Сырье никогда не бывает однородным: сегодня это легкий конденсат, завтра — вязкая тяжелая нефть с высоким содержанием механических примесей.
Технические параметры выбора: мощность, производительность и сертификация
При закупке оборудования для переработки нефтешламов технические характеристики становятся фундаментом экономической безопасности предприятия. Ошибка в расчете удельной мощности приводит либо к недообработке сырья (остаточная вода превышает нормы), либо к перегреву и деградации масла в самой нефти. Давайте разберем конкретные цифры, которые должны быть в вашем техническом задании.
Удельная мощность (Вт/л): Для эффективного деэмульгирования требуется диапазон от 15 до 40 Вт на литр обрабатываемой среды в зависимости от вязкости. Если поставщик предлагает систему с мощностью ниже 10 Вт/л для тяжелых фракций, это сигнал о том, что процесс займет в три раза больше времени или потребует предварительного подогрева до опасных температур. Мы рекомендуем требовать протоколы испытаний, где указана реальная потребляемая мощность под нагрузкой, а не пиковые значения холостого хода.
Производительность и время пребывания: Промышленный ультразвук — это не мгновенный процесс. Сырье должно находиться в зоне активной кавитации определенное время. Для типовых установок время прохождения составляет от 3 до 8 минут. Это означает, что объем реактора должен соответствовать заявленной производительности в кубометрах в час. Попытка пропустить 10 м³/ч через реактор объемом 0,5 м³ приведет к тому, что эмульсия просто «проскочит» необработанной.
Сертификация и безопасность: Работа во взрывоопасных зонах (классификация Ex) обязательна для нефтегазовой отрасли. Оборудование должно иметь сертификаты соответствия стандартам EAC (Евразийский экономический союз) и, при экспорте, международным нормам ATEX или IECEx. Отсутствие маркировки взрывозащиты на излучателях и блоках управления делает монтаж установки на действующем производстве незаконным. Кроме того, наличие сертификата ISO 9001 у производителя подтверждает, что каждый узел прошел контроль качества, что снижает риск простоев из-за брака компонентов.
Компания ООО Цзянсу Анькэ Экологические Технологии, являясь высокотехнологичным предприятием, специализирующимся на экологической переработке нефти, внедрила в свои установки для ультразвукового деэмульгирования собственные ключевые технологии, защищенные почти тридцатью государственными патентами. Такой подход позволяет гарантировать соответствие жестким требованиям надежности, необходимым для работы на объектах нефтедобычи и нефтепереработки.
Сравнение методов: ультразвук против химии и термообработки
Чтобы принять обоснованное решение, необходимо честно сравнить ультразвуковой метод с традиционными подходами. Ниже приведена таблица, основанная на реальных данных эксплуатации различных типов установок в условиях российских зим и жаркого климата Ближнего Востока.
| Критерий сравнения | Химическое деэмульгирование | Термическая обработка (нагрев) | Промышленный ультразвук (Физический метод) |
|---|---|---|---|
| Расходные материалы | Высокий: постоянная закупка дорогих реагентов-деэмульгаторов. | Средний: топливо или электроэнергия для нагрева. | Отсутствует: работает только электричество, химия не нужна. |
| Влияние на качество нефти | Негативное: остатки реагентов могут ухудшать товарные свойства и осложнять дальнейший крекинг. | Риск термического разложения легких фракций при перегреве. | Нейтральное: чистая физика, состав нефти не меняется, нет вторичного загрязнения. |
| Экологичность | Низкая: химические отходы требуют утилизации. | Средняя: выбросы от сжигания топлива (если используется котел). | Высокая: отсутствие химических стоков и вредных выбросов. |
| Зависимость от типа сырья | Высокая: под каждое месторождение нужен свой реагент. | Средняя: требует точной настройки температуры. | Низкая: система адаптируется изменением частоты и мощности. |
| OPEX (Операционные расходы) | Постоянно растут вместе с ценами на химию. | Зависят от тарифов на энергоносители. | Минимальные: только электроэнергия и редкое ТО. |
Из таблицы видно, что хотя капитальные затраты на ультразвуковое оборудование могут быть выше, чем на простой смеситель для химии, операционная экономика кардинально отличается. Отсутствие необходимости закупать реагенты ежемесячно обеспечивает быструю окупаемость. Более того, многофункциональные установки для деэмульгирования, рекуперации и очистки, способные перерабатывать различные виды загрязненной нефти с ее очисткой и повторным использованием, позволяют предприятиям полностью закрыть проблему утилизации шламов внутри своего цикла.
Реальные кейсы внедрения: от теории к цифрам
Теория важна, но в промышленности решают только результаты. Рассмотрим два конкретных сценария, где применение ультразвуковых технологий изменило экономику процесса.
Сценарий 1: Утилизация амбарных шламов на месторождении.
Задача заключалась в переработке 50 тонн нефтешлама в сутки, содержащего до 60% воды и механических примесей. Традиционный метод предполагал вывоз на полигон, что стоило компании огромных денег в виде экологических платежей и логистики. Была установлена линия ультразвуковой сепарации. Результат: выход товарной нефти составил 35% от массы шлама. Оставшаяся твердая фаза стала инертной и пригодной для использования в дорожном строительстве. Экономический эффект за первый год превысил стоимость оборудования в 2,4 раза только за счет продажи возвращенной нефти и экономии на штрафах.
Сценарий 2: Очистка оборотной воды на НПЗ.
На заводе стояла проблема высокого содержания эмульгированной нефти в сточных водах перед сбросом. Химическая очистка давала сбой при залповых сбросах, приводя к превышению ПДК. Внедрение ультразвукового блока на входе в отстойник позволило снизить содержание нефтепродуктов с 150 мг/л до 15 мг/л без добавления коагулянтов. Важно отметить, что система продолжила работать стабильно даже при колебаниях температуры входящей воды зимой, когда химические реагенты теряли свою активность.
Успешное применение на крупных нефтяных предприятиях, включая гигантов индустрии, подтверждает, что технология готова к масштабированию. Она помогает нефтяным месторождениям и заводам снизить объем нефтегрязи, реализовать ресурсное использование загрязненной нефти и чистое производство, сочетая экологические выгоды и ценность рекуперации ресурсов.
Типичные ошибки при проектировании и монтаже
Даже самое совершенное оборудование может не показать результата, если допущены ошибки на этапе интеграции. За годы работы мы выявили несколько повторяющихся проблем, которых можно избежать.
- Игнорировать предварительную подготовку сырья. Ультразвук творит чудеса с эмульсиями, но он бессилен против крупных кусков льда, камней или металлического лома. Установка грубых фильтров или грохотов перед насосом подачи — обязательное условие. Мы видели случай, когда камень размером с кулак попал в проточную камеру и разрушил излучатель за секунды, остановив линию на две недели.
- Неправильный подбор материала корпуса. Кавитация — агрессивная среда. Обычная углеродистая сталь в зоне действия ультразвука подвергается ускоренной эрозии. Для долговечной службы контактные части должны быть выполнены из нержавеющей стали марок 316L или иметь специальное керамическое покрытие. Попытка сэкономить на металле приводит к сквозной коррозии через 6-8 месяцев.
- Отсутствие автоматизации контроля. Ручная настройка мощности невозможна в реальном времени. Система должна иметь обратную связь: датчики уровня, расхода и плотности, которые автоматически регулируют работу генераторов. Без этого оператор не сможет реагировать на изменение состава входящего шлама, и эффективность упадет.
Перспективы развития и заключение
Рынок промышленного оборудования движется в сторону полной автономности и минимизации человеческого фактора. Будущее за модульными системами, которые можно быстро развернуть прямо на месте образования отходов, избегая дорогостоящей транспортировки грязного сырья. Технологии ультразвуковой деэмульгации продолжают развиваться: появляются более энергоэффективные преобразователи и интеллектуальные алгоритмы подстройки частоты.
Выбор поставщика сегодня — это выбор партнера на десятилетие. Важно обращать внимание не только на цену «железа», но и на наличие сервисной поддержки, возможность поставки запасных частей и глубину инженерной проработки проекта. Компания, обладающая собственными патентами и опытом работы с лидерами отрасли, способна предложить решение, которое будет работать завтра так же эффективно, как и сегодня.
Если вы рассматриваете модернизацию своих очистных сооружений или поиск способа монетизации накопленных отходов, промышленный ультразвук предлагает наиболее сбалансированное решение по соотношению затрат и результатов. Не позволяйте ценным ресурсам превращаться в убыточные отходы.
Свяжитесь с нами сегодня для получения детального технико-экономического обоснования под ваши конкретные условия. Наши инженеры готовы провести аудит вашего текущего процесса и предложить оптимальную конфигурацию оборудования. Узнать подробнее о системах ультразвуковой очистки и рекуперации.