
Будущее сухой ультразвук систем: тенденции и прогнозы 2026
2026-05-17
- Почему 2026 год станет переломным для промышленного ультразвука
- Технологическая эволюция: от химии к чистой физике
- Рыночные тренды 2026: данные, цифры и прогнозы
- Практическое применение: кейсы и решения
- Критерии выбора оборудования и риски внедрения
- Часто задаваемые вопросы
- Заключение: ваш следующий шаг к эффективному производству
Почему 2026 год станет переломным для промышленного ультразвука
Мы входим в эру, когда промышленный ультразвук перестает быть просто вспомогательной технологией и становится фундаментом экономической эффективности нефтеперерабатывающих заводов. Если еще пять лет назад внедрение таких систем оправдывалось преимущественно экологическими нормативами, то к 2026 году уравнение кардинально изменилось: теперь это вопрос выживания бизнеса в условиях роста цен на энергоносители и ужесточения штрафных санкций. В нашей практике мы наблюдаем, как компании, отложившие модернизацию на “потом”, сталкиваются с критическим увеличением операционных расходов, тогда как ранние последователи уже фиксируют чистую прибыль от утилизации отходов.
Технология сухой ультразвуковой обработки эмульсий достигла точки зрелости, где физика процесса позволяет полностью отказаться от дорогих химических реагентов. Это не маркетинговый лозунг, а результат десятилетий инженерных доработок частотных генераторов и излучателей. Сегодня мы можем с уверенностью сказать: будущее за системами, которые превращают нефтешлам из статьи расходов в источник дохода. Однако путь к этому будущему сопряжен с техническими вызовами, которые требуют глубокого понимания физики процессов, а не просто покупки “коробки с кнопками”.
Анализ рыночных данных за первый квартал 2026 года показывает резкий скачок спроса на оборудование, способное работать в автономном режиме с минимальным вмешательством оператора. Ключевым драйвером здесь выступает не только стоимость барреля нефти, но и глобальный тренд на циркулярную экономику, где понятие “отход” постепенно исчезает из лексикона инженеров. Компании, игнорирующие этот сдвиг, рискуют потерять лицензию на деятельность или столкнуться с непосильными налогами на захоронение отходов.
Технологическая эволюция: от химии к чистой физике
Традиционные методы деэмульгирования десятилетиями полагались на тяжелую артиллерию химической промышленности. Реагенты-деэмульгаторы, флокулянты и коагулянты были стандартом отрасли, но их применение всегда несло в себе скрытые риски. Во-первых, это высокая волатильность цен на химикаты, которая напрямую бьет по бюджету предприятия. Во-вторых, необходимость последующей очистки сточных вод от остатков самой химии создавала вторичное загрязнение, которое часто оказывалось дороже первичной проблемы. Мы видели случаи, когда затраты на утилизацию химического шлама превышали стоимость восстановленной нефти.
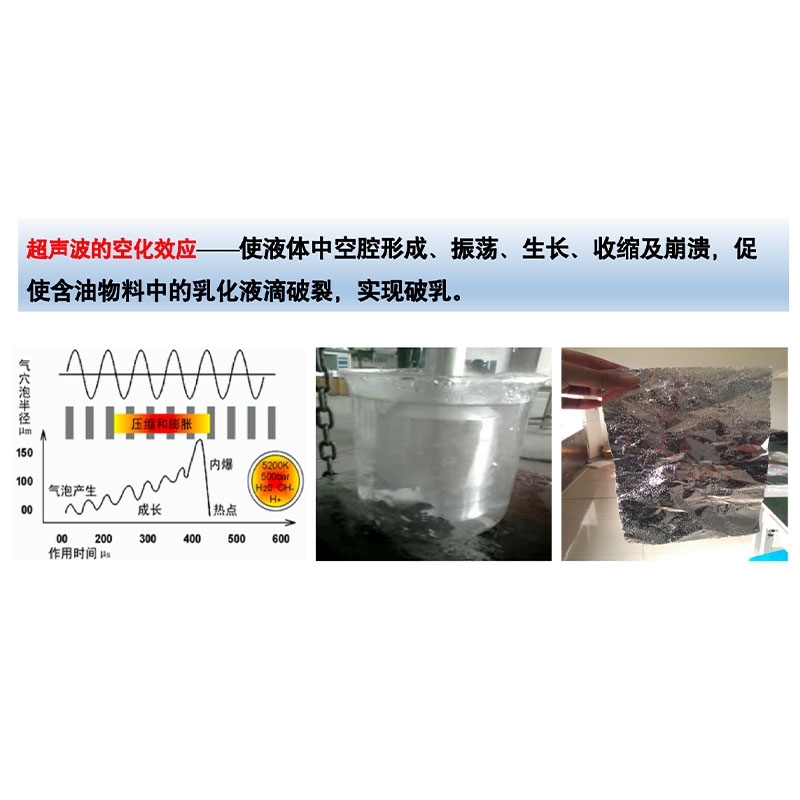
Сухой ультразвук меняет правила игры, используя энергию кавитации для разрушения устойчивых связей между водой, механическими примесями и нефтью. Принцип действия основан на создании миллионов микроскопических пузырьков в жидкости, которые схлопываются с огромной скоростью, создавая локальные зоны высокого давления и температуры. Этот процесс разрывает эмульсионные оболочки без добавления посторонних веществ. Результат предсказуем: на выходе мы получаем товарную нефть, техническую воду и твердый осадок, каждый из которых можно либо реализовать, либо безопасно утилизировать.
Важно понимать разницу между старыми ультразвуковыми ваннами и современными проточными системами. Ранние модели страдали от низкой производительности и быстрого износа излучателей. Современные установки, такие как те, что разрабатывает ООО Цзянсу Анькэ Экологические Технологии, используют запатентованные алгоритмы частотной модуляции. Это позволяет адаптировать работу системы под изменяющуюся вязкость сырья в реальном времени. Наличие почти тридцати государственных патентов и программных авторских прав у компании подтверждает, что речь идет не о копировании старых решений, а о принципиально новом подходе к управлению энергией ультразвука.
Отказ от химических реагентов — это не просто экологический жест, это экономическая стратегия. Представьте себе завод, который больше не зависит от поставщиков дорогостоящей химии, не хранит опасные вещества на складе и не платит за их транспортировку. Система работает на электричестве, расходуя значительно меньше энергии на единицу переработанного объема по сравнению с термическими методами. Более того, отсутствие химического вмешательства означает, что восстановленная нефть сохраняет свои первоначальные свойства и может быть сразу направлена в технологическую цепочку НПЗ без дополнительной доочистки.
Один из наших клиентов столкнулся с ситуацией, когда поставщик деэмульгатора изменил рецептуру препарата без предупреждения. Это привело к тому, что существующее оборудование перестало справляться с задачей, и завод был вынужден остановить линию на три дня для перенастройки. Переход на физический метод ультразвуковой обработки исключил этот риск навсегда. Теперь параметры процесса зависят только от характеристик входящего сырья, которые контролируются датчиками, а не от человеческого фактора или логистических сбоев у сторонних поставщиков.
Ключевые преимущества физической технологии
- Полная независимость от химического рынка: Исключение затрат на закупку, хранение и дозирование реагентов снижает себестоимость переработки на 30-40%.
- Отсутствие вторичного загрязнения: Вода, отделяемая в процессе, не содержит токсичных остатков химикатов и может быть использована для повторного закачивания в пласт или сброса после простой фильтрации.
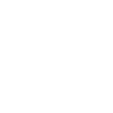
- Высокая степень извлечения нефти: Современные установки позволяют снизить содержание нефти в шламе до значений менее 1%, что делает твердый остаток пригодным для использования в строительстве дорожных покрытий.
- Компактность и масштабируемость: Модульная конструкция позволяет наращивать мощность производства поэтапно, без остановки действующих линий.
Внедрение таких решений требует тщательного анализа состава поступающего шлама. Не всякая эмульсия поддается обработке одинаково легко; некоторые типы высокозастывших нефтей требуют предварительного подогрева до определенных температур перед подачей в ультразвуковую камеру. Здесь критически важен опыт интегратора. Ошибка в подборе мощности излучателей или частотного диапазона может привести к тому, что система будет потреблять избыточную электроэнергию без достижения нужного эффекта сепарации.
Рыночные тренды 2026: данные, цифры и прогнозы
Анализ текущего состояния отрасли показывает, что рынок промышленного ультразвука растет темпами, опережающими общий сектор нефтегазового оборудования. По данным отраслевых отчетов за начало 2026 года, объем внедрений технологий ультразвуковой деэмульгации вырос на 18% по сравнению с предыдущим годом. Основной рост наблюдается в сегменте переработки амбарных шламов и ликвидации исторического экологического ущерба, где традиционные методы оказываются либо слишком дорогими, либо технически невозможными.
Ценовой фактор остается важным, но приоритеты сместились. Если раньше заказчики искали самое дешевое решение “здесь и сейчас”, то теперь доминирует концепция TCO (Total Cost of Ownership — совокупная стоимость владения). Инвесторы готовы платить больше за оборудование с высоким КПД и длительным сроком службы, понимая, что экономия на этапе закупки обернется кратными потерями в эксплуатации. Срок окупаемости современных ультразвуковых установок сократился до 12-18 месяцев благодаря росту цен на нефть и удорожанию услуг по захоронению отходов.
География спроса также претерпевает изменения. Традиционно сильные позиции занимают регионы с активной добычей нефти, такие как Западная Сибирь, Поволжье и Ближний Восток. Однако в 2026 году мы видим всплеск интереса со стороны стран Азии и Латинской Америки, где ужесточение экологического законодательства вынуждает местные компании искать альтернативы старым методам сжигания или захоронения шлама. Китайские производители, в частности, активно экспортируют свои разработки, предлагая решения, адаптированные под сложные климатические условия и специфические составы нефтей.
Важным трендом становится цифровизация процессов управления. Современные установки оснащаются системами телеметрии, позволяющими отслеживать параметры работы в реальном времени через облачные платформы. Это дает возможность производителю оборудования проводить предиктивную диагностику и предотвращать поломки до их возникновения. Для заказчика это означает снижение простоев и прозрачность процесса переработки, что особенно важно при отчетности перед регулирующими органами.
Прогнозы на вторую половину 2026 года указывают на дальнейшую консолидацию рынка. Мелкие игроки, предлагающие кустарные сборки без собственной сервисной поддержки, будут вытеснены крупными высокотехнологичными предприятиями. Лидерами станут компании, способные предложить полный цикл услуг: от аудита объекта и проектирования линии до пусконаладки и гарантийного обслуживания. Примером такого подхода является работа с крупнейшими игроками рынка, такими как China National Petroleum Corporation и Sinopec, где успех проектов обусловлен именно комплексным инжинирингом, а не просто продажей железа.
Статистика эффективности внедрения
| Показатель | Традиционные методы (Химия + Отстой) | Ультразвуковые системы (2026) | Изменение (%) |
|---|---|---|---|
| Степень извлечения нефти | 75-85% | 96-99% | +15% |
| Время цикла обработки | 24-72 часа | 15-45 минут | -90% |
| Расход химических реагентов | Высокий (до 5% от объема) | Нулевой / Минимальный | -100% |
| Энергопотребление на 1 м³ | Высокое (за счет нагрева) | Умеренное (локальный нагрев) | -40% |
| Объем образующихся отходов | Большой объем влажного шлама | Минимальный объем сухого остатка | -60% |
Эти цифры не являются теоретическими выкладками, они получены в результате реальных промышленных испытаний на различных объектах. Разброс значений зависит от типа перерабатываемого сырья, но общая тенденция очевидна: ультразвук обеспечивает качественный скачок в эффективности. Для финансового директора предприятия это означает прямое влияние на маржинальность бизнеса. Каждый процент дополнительного извлечения нефти — это миллионы рублей чистой прибыли в годовом исчислении для крупного завода.
Практическое применение: кейсы и решения
Теория важна, но решающим фактором при принятии решений всегда остается практический опыт. Рассмотрим два типичных сценария, с которыми сталкиваются предприятия нефтедобывающей и нефтеперерабатывающей отрасли. Эти примеры иллюстрируют, как универсальность ультразвуковых технологий позволяет решать задачи разного масштаба и сложности.
Сценарий 1: Ликвидация накопленного экологического ущерба.
Многие старые месторождения имеют на балансе десятки гектаров шламовых амбаров, содержимое которых представляет собой застывшую массу с высоким содержанием воды и механических примесей. Традиционная вывозка такого грунта на полигоны запрещена законом, а биологическая рекультивация занимает годы. В одном из проектов, реализованных с участием технологий, аналогичных разработкам ООО Цзянсу Анькэ Экологические Технологии, была применена мобильная установка ультразвукового деэмульгирования прямо на берегу амбара.
Процесс выглядел следующим образом: шлам насосом подавался в приемный бункер, где проходил предварительное измельчение. Затем масса поступала в реактор, где под действием мощного ультразвукового поля происходило мгновенное расслоение фаз. Нефть откачивалась в резервуары для отправки на НПЗ, вода направлялась на очистные сооружения, а обезвоженный грунт использовался для отсыпки подъездных дорог. Производительность линии составила 15 м³/час. За полгода работы объект был полностью ликвидирован, а компания избежала многомиллионных штрафов и получила дополнительный ресурс в виде товарной нефти.
Сценарий 2: Очистка текущих производственных стоков НПЗ.
Нефтеперерабатывающие заводы ежедневно генерируют большие объемы нефтесодержащих сточных вод. Классические схемы очистки (флотация, отстаивание) часто не справляются с тонкодисперсными эмульсиями, образуемыми в процессе крекинга и гидроочистки. Внедрение стационарной многофункциональной установки в контур очистки позволило решить эту проблему. Оборудование было интегрировано в существующую инфраструктуру без остановки основного производства.
Ключевым преимуществом стала способность системы перерабатывать различные виды загрязненной нефти, включая тяжелые фракции и кислые гудроны. Благодаря отсутствию химических реагентов, нагрузка на биологические очистные сооружения снизилась в разы, так как на вход теперь поступала вода с минимальным содержанием нефтепродуктов. Завод смог выполнить требования новых экологических стандартов 2026 года по сбросу воды в водоемы, сохранив при этом рентабельность производства. Такой подход демонстрирует, что экология и экономика могут идти рука об руку.
В обоих случаях успех был обусловлен не только качеством оборудования, но и грамотным инжинирингом. Были проведены лабораторные тесты проб шлама для подбора оптимальной частоты и интенсивности ультразвукового воздействия. Игнорирование этого этапа могло бы привести к недостаточной эффективности или перегреву оборудования. Именно поэтому важно выбирать поставщика, который предлагает не просто коробку с излучателями, а полноценное технологическое решение “под ключ”.
Критерии выбора оборудования и риски внедрения
Выбор системы промышленного ультразвука — это инвестиционное решение, последствия которого будут ощущаться в течение 10-15 лет. Ошибки на этапе закупки могут стоить очень дорого. На рынке присутствует множество предложений, от кустарных мастерских до мировых гигантов. Как не запутаться в характеристиках и выбрать то, что действительно будет работать?
Первый и главный критерий — наличие собственных ключевых технологий и патентной защиты. Оборудование, собранное из покупных компонентов по открытым схемам, часто не обладает необходимой стабильностью работы. Производители вроде ООО Цзянсу Анькэ Экологические Технологии, обладающие портфелем из почти тридцати патентов, гарантируют, что в основе системы лежат уникальные разработки, прошедшие многолетнюю проверку. Это страхует покупателя от риска получить морально устаревшее или неэффективное решение.
Второй критерий — адаптивность системы. Состав нефтешлама может меняться даже в пределах одного месторождения. Установка должна иметь возможность регулировки параметров работы “на лету”. Жестко запрограммированные системы хороши для лабораторных условий, но в реальной жизни они часто оказываются бесполезными при малейшем отклонении входных данных. Наличие автоматизированной системы управления с обратной связью по качеству выходного продукта является обязательным требованием для современного оборудования.
Третий критерий — сервисная поддержка и доступность запасных частей. Ультразвуковые излучатели и генераторы — это сложные электронно-механические устройства, требующие квалифицированного обслуживания. Покупая оборудование у компании без развитой сервисной сети, вы рискуете остаться один на один с проблемой в случае поломки. Простой линии переработки может обойтись дороже, чем стоимость самого ремонта. Поэтому наличие сервисных центров и складов запчастей в регионе эксплуатации — критически важный фактор.
Чек-лист для принятия решения о закупке
- Аудит сырья: Проведите полный химический анализ шлама или эмульсии, которую планируете перерабатывать. Без этих данных ни один серьезный поставщик не даст гарантий эффективности.
- Пилотные испытания: Требуйте проведения тестов на реальном образце вашего сырья. Теоретические расчеты хороши, но только практика покажет истинную картину.
- Проверка референс-листа: Запросите контакты действующих клиентов поставщика и пообщайтесь с ними. Узнайте о реальных сроках окупаемости и частоте поломок.
- Анализ контракта: Обратите внимание на гарантийные обязательства. Гарантия должна покрывать не только замену деталей, но и достижение заявленных технологических показателей.
- Оценка обучения персонала: Убедитесь, что поставщик включил в стоимость программу обучения ваших операторов и инженеров. Квалифицированный персонал — залог долгой жизни оборудования.
Существует распространенное заблуждение, что чем выше мощность установки, тем лучше. Это не всегда так. Избыточная мощность может привести к чрезмерному диспергированию нефти, что затруднит ее последующее отделение, или к кавитационной эрозии внутренних поверхностей аппарата. Грамотный инженерный расчет направлен на поиск баланса между энергозатратами и эффективностью сепарации. Доверяйте этот расчет профессионалам, а не пытайтесь сэкономить, купив модель “с запасом”.
Часто задаваемые вопросы
Насколько безопасен промышленный ультразвук для персонала?
При правильной эксплуатации современные установки абсолютно безопасны. Все излучающие элементы заключены в герметичные корпуса из нержавеющей стали или специальных сплавов, которые полностью экранируют ультразвуковые волны. Уровень шума от работающего оборудования не превышает стандартных производственных норм. Единственное требование — соблюдение правил техники безопасности при обслуживании высоковольтных частей генераторов, что является стандартной процедурой для любого электрооборудования подобного класса.
Можно ли перерабатывать любые виды нефти?
Технология универсальна, но эффективность зависит от физико-химических свойств сырья. Легкие нефти разделяются быстрее, для тяжелых и высоковязких сортов может потребоваться предварительный подогрев или увеличение времени пребывания в реакторе. В нашей практике не было случаев, когда ультразвук оказался бы полностью бессильным, но для каждого типа нефти требуется индивидуальная настройка режимов работы. Именно поэтому этап пилотных испытаний является неотъемлемой частью проекта.
Каков срок службы ультразвуковых излучателей?
Качественные пьезокерамические излучатели, используемые в профессиональном оборудовании, рассчитаны на непрерывную работу в течение 40 000 – 60 000 часов. Это составляет примерно 5-7 лет эксплуатации в режиме 24/7. Ресурс зависит от условий работы: агрессивность среды, температурный режим и отсутствие кавитационной эрозии (которая предотвращается правильным подбором частоты). Регулярное профилактическое обслуживание позволяет продлить этот срок еще больше.
Требуется ли специальное разрешение на эксплуатацию?
Само по себе ультразвуковое оборудование не требует специальных лицензий, отличных от стандартных разрешений на эксплуатацию электроустановок и сосудов под давлением (если таковые имеются в системе). Однако, поскольку процесс касается переработки опасных отходов, предприятие должно иметь соответствующую экологическую лицензию на деятельность. Оборудование помогает выполнить требования этой лицензии, но не заменяет ее.
Заключение: ваш следующий шаг к эффективному производству
Будущее сухой ультразвуковой системы уже наступило. 2026 год диктует новые правила, где побеждают те, кто умеет превращать отходы в ресурсы с минимальными затратами и максимальной экологической ответственностью. Технологии, предлагаемые лидерами рынка, такими как ООО Цзянсу Анькэ Экологические Технологии, доказали свою состоятельность на крупнейших объектах России и мира. Они сочетают в себе надежность, экономичность и соответствие самым строгим международным стандартам.
Не ждите, пока ужесточение законодательства или рост тарифов на утилизацию поставят ваш бизнес под угрозу. Инвестиции в современные технологии очистки и рекуперации нефти — это вклад в устойчивое развитие вашей компании. Свяжитесь с нами сегодня, чтобы обсудить возможности внедрения ультразвуковых систем на вашем предприятии. Наши специалисты готовы провести аудит вашего сырья и предложить оптимальное решение, которое начнет приносить прибыль уже в первый год эксплуатации.
Для получения подробной технической документации и консультации по вашему проекту перейдите на страницу решения для промышленного ультразвука, где вы найдете полные характеристики оборудования и примеры реализованных проектов. Будущее принадлежит тем, кто действует сейчас.